Introduction
We all carry around a lot of preconceived notions about clothing performance. These preconceptions may result from personal experience, exposure to marketing campaigns, or a misunderstanding of clothing function. I think it pays, from time to time, to check whether our preconceived notions hold water.
I have not worn merino wool garments of any type for years. I have made that choice because merino fibers, like cotton, are hygroscopic—they absorb and hold onto moisture. So, I reasoned, I would remain dryer and warmer by wearing polyester base layers, which wick moisture but do not absorb water into the fibers.
In this paper, I subject base layers in various weights made from merino, merino blends, and alpaca to the suite of tests I have developed to evaluate base layer performance. I then compare the performance of these base layers with those of the polyester base layers I have recently reviewed. We also see if my preconceived notions about merino hold water. Finally, we will see how to choose the fiber for our base layers.
In summary, here is what I found:
- As I have demonstrated in prior articles, the rate at which moisture dries from a polyester fabric is a function of drying conditions: ambient temperature, humidity, and air movement. This finding is also the case for merino, alpaca, and blends. The drying rates of all these fibers show modest variation and, as a practical matter, can be considered equivalent. Fiber choice does not significantly influence the rate at which moisture evaporates from a base layer.
- The time a garment will take to dry depends on the quantity of moisture trapped in the fibers. The more water a garment can hold, the longer it will take to dry. A fast-drying garment is simply one that cannot trap a lot of moisture. A fabric built to be warm will trap a lot of air but also a lot of water so that it will dry slowly. Fiber choice does not significantly influence drying time in a base layer.
- The amount of air trapped in a fabric determines its warmth. The knit pattern and yarn characteristics determine the amount of air trapped in a fabric. It does not seem to make much difference whether those fibers are natural or synthetic. Polyester can provide an exception: as we saw with the Mountain Hardwear Airmesh’suse of Octa fibers, warmth is influenced by complex fiber extrusions that trap more air than a typical circular fiber. Fiber choice does not significantly affect the warmth of a base layer.
- Despite the claims made by some manufacturers, merino and alpaca do not wick (except through chemical treatment, which, in the limited examples observed, results in poor wicking performance). The exterior of these fibers is hydrophobic, meaning water will not bond to their surfaces. They do not support capillary action. When exposed to liquid water, the force of diffusion can drive water into merino and alpaca fabrics. Liquid water or water vapor may then enter the hydrophilic core of the fibers, where it will bond to interior proteins and remain trapped until enough energy is present to drive evaporation. Some manufacturers utilize the chemical treatment of merino to render a fabric either more hydrophobic or more hydrophilic. These treatments seem to have a limited impact on performance. Fiber choice does influence moisture management performance. If you desire a wicking fabric (and you may not), you may need to rely on treated polyester or hydrophilic natural fabrics such as cotton, lyocell, or various blends. It may be possible to find a treated merino fabric that wicks well. However, my limited testing did not encounter that fabric.
So, if natural fibers such as merino and alpaca do not offer drying or warmth advantages over polyester, how can we choose our base layer fibers? To make that decision, we need to examine other characteristics of our base layer garments and other personal objectives. These include our moisture management strategy, price point goals, garment durability, garment comfort, laundering requirements, and environmental impacts over the life of a garment.
Review Stephen Seeber’s past work on base layers to get more out of this article and better understand the testing methods used.
- By the Numbers: Do Moisture-wicking Fabrics Work?
- By the Numbers: Why is My Base Layer Soaked?
- By the Numbers: Testing the Performance of Mountain Hardware AirMesh Garments
- By The Numbers: Patagonia Capilene Thermal Weight vs. Patagonia Capilene Midweight Performance Comparison
catch up on the entire By the Numbers series here.
Table of contents
How I tested
Garment manufacturers claim numerous benefits from their garment’s fibers. These include claims about warmth, moisture management, comfort, durability, environmental impact, and more. Investigating all of these claims for fibers would be an exhaustive task. Measurements of actual fiber performance for warmth and moisture handling are beyond the capacity of my test instruments. In this article, I don’t investigate fiber performance. Instead, I measure fiber performance when incorporated into fabrics.
The performance characteristics that I measured include physical characteristics, air permeability, insulative ability, wicking, wetting, and drying.
Fiber diameter
Fiber diameter influences garment comfort. Fiber diameters below 20 microns tend to eliminate itching. As fiber diameters increase above 20 microns, they are more likely to result in itching. Human hair is 40-50 microns in diameter. Wool from sheep tends to have a range of diameters ranging from 17 to 33 microns. Merino sheep fiber diameters range from 17-24 microns. Alpaca fibers can range from 15-40 microns. The finest fiber is from Angora rabbits at 11 microns. Typically, market scarcity forces finer-diameter natural fibers to command higher prices. Garments made with finer diameter fibers will tend to command higher prices. We measured the fiber diameter for each fabric under a microscope.
Garment weight
In this article, we test garments or fabric samples. We weighed all garments. We list the size of each garment. When possible, we attempted to obtain men’s extra-large garments. Arms of Andes provided women’s extra small garments.
Fabric thickness
Fabric thickness is determined utilizing a method that applies consistent compression to the fabric as part of the measurement process. A 50-gram weight applies compression to the fabric. The weight measures 1.27mm x 76mm x 76 mm. An iGAGING digital thickness gauge measures fabric thickness. The gauge applies slight additional pressure onto the 50-gram weight. The average thickness of each sample is calculated based on 3-5 measurements.
Fabric weight per unit area
The fabric area and weight were measured to determine grams/square meter and ounces per square yard. When garments were tested, we used the manufacturer’s specifications for fabric weight per unit area.
Air permeability
This measurement determines how much air flows through the fabric at a pressure difference of .5 inches (1.27cm) of water column. The higher the reading, the greater the amount of air that can flow through the fabric at any wind speed. Higher air permeability enables greater ventilation and improved moisture vapor transfer through the fabric.
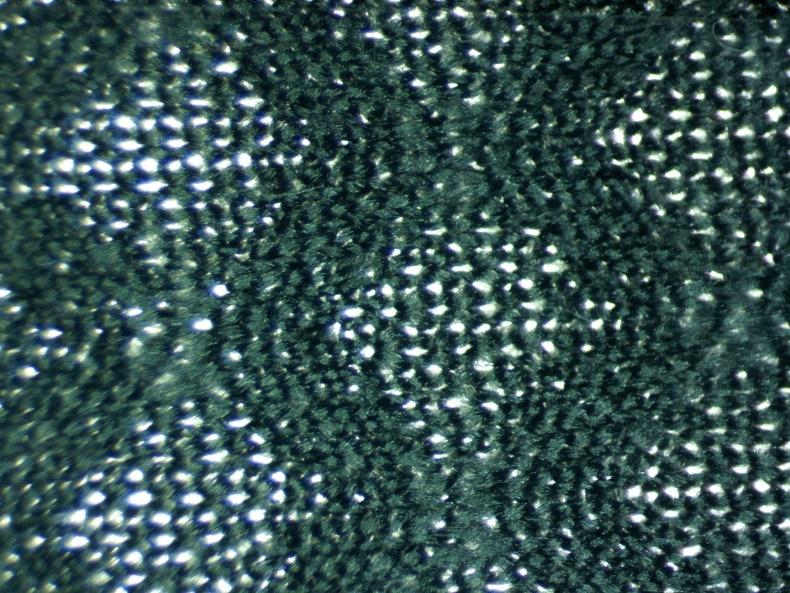
Porosity
This measurement is generally related to air permeability. The measurement indicates the looseness of the knit or how much of the fabric is void or air space. Porosity is measured by placing the fabric sample on the microscope using backlighting. We set the magnification at .8 and produced a photomicrograph. The resulting image is analyzed using Photoshop to determine the portion of surface area through which light can penetrate. If you hold two fabrics in front of a light source, the fabric with higher porosity will permit more light to penetrate.
R-value
R-value measures a fabric’s resistance to heat transfer from the wearer to the environment. Higher R-value means a fabric will help reduce heat loss in cool weather or prevent the body from shedding heat in warm weather. I measured R-value on my guarded hot plate.
R-value/ounces/square yard
This is a measure of thermal efficiency. Higher efficiency occurs when more resistance to heat transfer occurs with lower material weight. As ultralight backpackers, we like to experience the insulating value required for our comfort at the least possible garment weight.
Wicking tests – wicking, infab, evap
This test demonstrates how well a fabric wets, wicks, and dries. I conducted using my permeation kettles. I place a sponge containing a predetermined quantity of water on the 120F (49C) kettle surface. Then, the test fabric is draped over the kettle surface and rests directly on the wet sponge. The fabric can absorb water which may wick across the fabric’s surface. An overhead thermal imager observes and records the progress of water as it spreads. The test continues for 30 minutes. At the end of that time, the fabric is removed and weighed. An increase in fabric weight occurs from water retained during the process and is called INFAB. Next, we weigh the sponge. The difference between the sponge’s starting weight and the finishing weight is the amount of water wicked into the fabric from the sponge. The difference is called WICKING. Finally, we subtract INFAB from WICKING to determine the amount of water that evaporated from the fabric during the process. Using these three values and watching the time-lapse drying video, we can readily determine which fabrics can remove sweat effectively from the skin and those that provide little or no ability to move sweat away from the skin.
Wetting tests – 200 and 400 microliter (ul) drops
The drop test measures how rapidly water contacting a fabric is absorbed. Drops can sit indefinitely on a hydrophobic (water-hating or water-repellent) fabric. Water drops can be absorbed rapidly into a hydrophilic (water-loving, absorbent) fabric. The industry-standard test places a 50ul drop on the fabric using a pipette. The test ends if a drop is not absorbed within 60 seconds. In our test, we use larger drops – four and eight times larger, respectively. These larger drops will hasten the wetting and absorption process. If the drops do not wet and absorb into the test fabric, we can be confident that the fibers are hydrophobic and do not support wicking.
Drying tests – water added, water dried, time to dry and drying rate
This test examines the following question: How long does it take for a saturated fabric to dry? Saturation for this test is the maximum amount of water a fabric can hold without dripping. This quantity is determined by dunking and carefully squeezing out excess water five times and then calculating the average weight after each dunking. We install the saturated fabric on the 120F permeation kettles’ surface. The moisture begins to dry. We record the drying process with the thermal imager. When the fabric is dry, the surface becomes uniformly warm and shows no further temperature rise. At this point, the test ends, and we weigh the test fabric to determine how much water evaporated. We calculate the drying time by measuring the elapsed time to dry from the thermal imager video. The drying rate is the weight of dried water/drying time.
The test fabrics
We base our findings on the performance of 16 base layer fabrics. Some were provided as complete shirts by their manufacturers. Others are fabric samples. We cut the garments and fabrics to fit the permeation kettles and the guarded hot plate. Table 1 shows the fabric breakdown:
Table 1: Test fabric distribution
| Fiber | Samples |
|---|---|
| 100% Merino | 5 |
| 100% Alpaca | 5 |
| 100% Polyester | 4 |
| Merino/Polyester Blend | 1 |
| Merino/Polypro Blend | 1 |
| Total | 16 |
Member Exclusive
A Premium or Unlimited Membership* is required to view the rest of this article.
* A Basic Membership is required to view Member Q&A events

Discussion
Become a member to post in the forums.
Companion forum thread to: By The Numbers: What’s the Best Base Layer Fabric? Wool vs. Alpaca vs. Polyester
In this paper, I subject base layers in various weights made from merino, merino blends, and alpaca to the suite of tests I have developed to evaluate base layer performance. I then compare the performance of these base layers with those of the polyester base layers I have recently reviewed. We also see if my preconceived notions about merino hold water. Finally, we will see how to choose the fiber for our base layers.
Thank you for another excellent article Stephen!
Could you test a mesh garment too? Brynje with its open mesh, and the ‘cycling style’ with the more closed mesh?
I could send you garments if you have the time.
Stephen, I really appreciate your articles. I sometimes find conflicts with “in the field” experience, and “real-world like” experiments which makes me curious why the difference. Sometimes I discover the stories / explanations I am telling myself are wrong. For example, something might be comfortable because it’s not wicking rather than it is wicking and has accumulated moisture. Sometimes the disconnect is the real world has contributing factors which the lab doesn’t factor in.
My interest is dry speed is comes from two situations:
1. I have needed (or wanted) to push myself to the point that I am sweat profusely. Then I slow down that the temp drops (or was low) and the accumulated moisture is now chilling me. How quickly will I stop feeling chilled?
2. My garment is dirty, smelly, etc and needs to be cleaned. Can I give it a quick wash and then either wear it dry (if it’s at least moderately warm), or if I wash it at 11pm before bed, will it be dry by 6am when I get up.
I can’t get apples to apples of materials. For example, I compared polyester (Columbia titan running shirts) merino+a bit of nylon & elastic (icebreaker 150wt tee),and a supplex shirt. They vary in weight, weave, air permeability, etc. Their drying speeds are also quite different. All pass the dry enough overnight test in warmer conditions, but the merino feels damp when it’s been drying in a cool (45F) condition. I also found that squeezing the garment in a towel before hanging significant speeded the drying time, but seemed to have more impact with the polyester shirt. When it come to drying out after I was sweating heavily, the titan and supplex shirt would be dry in around 30 minutes where the merino would often take more than 1 hour. [Dry determined in the field by my perception and in a simulated experiment using my perception confirmed by weighing the garment.]
I have wondered in the weave of the fabric combined with the thickness might contribute to the amount of water that accumulates when a garment is washed or soaked by excessive sweat or rain. Is there a way to combine all these properties into a more holistic scores, like Patagonia “Percent of Naked”?
I also continue to be intrigued by my sense of “comfort” with a wet garment. Polartec Delta is more water absorbent that polyester but I found it more comfortable when engaged in high sweat activities.
another great article
table 2: test results only shows the first 7 samples and then is cut off
Hi Jerry:
Didn’t know it was published! That should be a pretty big table. I just checked. On my computer, if I click on any part of the table, then hold the right or left arrow key, you can scroll horizontally. Kind of hard to read this table because of its size.
Hi Tjaard:
I will be discussing fishnet in depth in my final article. Stay tuned.
I remember when “wicking” was the hot new thing. I never saw evidence that it worked then, and I haven’t seen any evidence since then that shows a meaningful difference.
My choice is Brynje Polypropylene mesh under Alpha Direct. Neither absorbs much water, allowing most of the moisture to pass directly from my skin to an outer layer. I can manage a broader range of temperatures and activity levels with fewer garments using this system. Lack of absorption means I can wash either and not have to worry about drying time, while providing a greater level of safety here in the PNW.
I am curious if it is possible to measure R value with a mesh garment, since most of the insulation only happens with a layer over the mesh. I would really like to see a comparison of R values for all of these fabrics underneath a common windshirt layer.
Hi Mark:
This concern is fundamental to my method of studying fabric drying performance. I calculate the drying rate and drying time. The drying rate is pretty similar for all fabrics tested. Drying time is all over the map. The reason, of course, is that more water trapped in a fabric will result in a longer drying time. This relationship is discussed in the present article and in part articles. The water content is determined by many factors as described in the article. When I do the drying tests, I measure how much water is trapped in the fabric when saturated. This process is also described in the present and some prior articles. With this single piece of information for the fabrics you are interested in, you can readily predict what will dry faster or slower than others. The article describes how I determine the saturation water content. So, instead of just wearing a wet garment to test it, try saturating it as I describe and you will have the answer to your question.
Your towel test results make sense. Your towel can remove water that is essentially in contact only with the polyester fiber surfaces. Polyester does not absorb water into the fiber interior. If you try this with wool or cotton, you will remove water trapped in fabric pores but water that is chemically bonded to the interior proteins will only be removed through evaporation in the presence of a heat source. However, with any of the tests you described, unless you know know how much water is held in the fabric by driving it to saturation, you really have not proved anything about drying behavior.
duhhh… click and then arrow keys to see table 2 : )
Hi Eric:
I pretty much agree with what you said in the 1st two paragraphs.
Measuring R-value of the fishnet in combination with another fabric can be done.
Each kettle is covered with a 100 gsm wicking fabric. The right kettle has a Brynje super thermo under the fabric. The insulation value of the fishnet drops the average fabric surface temperature by 6F. I did not calculate the R-value when I produced this image, but that could have been easily done. I would guess that repeating this with various windshirts would produce similar results. The inherent R-value of most windshirts is pretty low. After all, the fabric of a windshirt blocks air movement but traps almost no air within its fibers. Most of the insulation value would come from the air trapped by the fishnet. I expect the R value produced by the fishnet would be .5-.6, which is a typical value for a still air layer. Perhaps the windshirt would add another .1. It cannot be much. A windshirt produces its own still air layer between it and the underlying fabric or skin. However, convection between the windshirt and the underlying layer will occur. With the fishnet beneath the windshirt, convection related air circulation beneath the windshort will be reduced, thereby providing improved warmth. I hope that all makes sense.
you said that drying time is determined by the amount of water absorbed. That’s what I’ve always thought.
then all you’d have to do to characterize a base layer is weigh your base layer, soak it in water until it became saturated, wring it out, weigh again, subtract weights to get weight of absorbed water. That determines dry time – the less absorbed water the better.
you could thus compare any base layers you had to determine which was best
thanks to your testing that shows dry time is proportional to water absorbed
I’ll have to go survey any base layers I have : )
So, Jerry, what is best? I guess that depends on where you think sweat belongs. Do you want your base layer to hold more or less water? I don’t want it to hold any water. I want sweat to vaporize on my skin and I want the vapor to flow through all layers that follow to leave my clothing. The quickest drying garment will not ensure that will happen. The quickest drying garment may simply mean you have very wet skin and sweat dripping down to your underwear. The slowest drying garment may mean that you are going to get very cold once you stop moving.
I want hydrophobic fibers with a lot of direct air exposure to the skin — thus a polypro (not poly/wool) mesh base layer and an open weave mid layer when necessary. I have both versions of the Brynje mesh, but I think the pure polypro performs better — especially if bad things happen and it gets wet.
Hi Eric: I did try the wool version. I washed it in cold water and always hung it to dry. It shrank anyways. Just the turbulence in the washing machine caused this fairly untreated wool to felt. However, polypro is not a total answer either (although that is what I wear). If you get the turtle neck version and sweat a lot, the tightly knit collar will hold water forced into fabric pores by diffusion. Fortunately, this does not really happen to the net portion. So, hydrophobic fibers are part of the solution, but they are not the whole solution.
Doh! I missed the section on saturation. that fills in the gap. Makes perfect sense now.
Hi Mark. That is great. I know these articles are dense and require some effort to follow. Thanks for taking the time!
yes, articles are dense, takes a while to get through, thanks
This is a great in-depth article. Thanks!
> polyester will outlast merino wool
I wonder if there is another perspective that affects real world usage. In my limited experience, polyester base layers are comfortable when new and their comfort degrades over time – they get scratchier and take longer to dry when active. Merino base layers seem to have more consistent performance over time.
Hi folecr r:
Thanks for reading. The last section of the article is called Commentary because it raises a bunch of factors to consider when choosing a fiber, these issues are not exhaustively researched nor the result of laboratory testing. As I mentioned, I have primarily used polyester for decades, so I cannot comment on wear for other fibers. I have polyester pieces that I have used for many years and have been washed and dried after just about each use. They continue to perform adequately but I cannot test them for evidence of performance degradation. In particular, I have an old Patagonia midweight and a new midweight with no use that was purchased for the midweight vs thermal weight article. For these two garments, moisture management and thermal performance are similar with no evidence of significant degradation. I think polyester garment longevity and durability will probably vary depending on the quality of chemical treatments used, the type of conditions and uses to which they are subject, fiber denier, type of knit or weave, etc. When I wrote this, I expected that the community might share their experience with the issues raised in the commentary section, so, I am glad you did.
Hi Stephen… any idea of the number of days / hours your mid-weight has had? I find “years of use” ambuigulous.
I was going to answer folecr question with “yes, polyester is much more durable” and realized that I didn’t know how long polyester would actually last because I haven’t worn one long enough for it to wear out, and never saw a drop in performance (except the anti-stink treatment). Mine were retired because they didn’t fit anymore (first gaining, later losing weight) or had their life ended prematurely in a bad accident which chewed right through the shirt (sometimes a jacket) and taking a big bite out of my flesh.
I have worn out a number of merino shirts over the last 10 years. 100% merino 150wt from multiple companies would get their first hole in 80-100 days and needed to be retired in less than 180 days of use. 200wt would make it to maybe 300 days before looking too worn for use in town, I have had several of the current version of icebreaker Anatomica (83% merino + nylon & Elastane) go approx 500 days of wear before the are looking tired, 600 days before holes appear. Haven’t worn one to the point of rags. Those are days which are a mix of around town and in back country. Likely a bit less if 100% back country use. Generally machine washed and dried (delicate/extra low heat setting) every 4-7 days of wear.
Interesting article. Thanks for all the work on this.
I find that specific garments, rather than the fiber per se, make all the difference. I have had merino that doesn’t work well, and poly that does. And v.v. Quality varies highly among manufacturers.
In mild conditions above freezing, I almost always use my 1995 Patagonia polypro base layer top and bottom. They are ancient! I have worn them probably at least 1000 times by now, maybe even more – they come on pretty much every summer trip everywhere. I wear them constantly during cool rainy summers, chilly nights, while actively skiing or snowshoeing when it’s above 0F. They dry in minutes when I stop skiing or hiking, or even after a thoroughly soaking rain. There are no holes and I have never mended them. What is not environmentally sound about that? one pair, 30 years. I have tried REI brand, LLBean brand, and even recently sold PG brand polypro, and nothing comes close to my 1995 pair. Kind of magic. I even have my name stitched into them so I won’t ever lose them on a group trip. My precious.
For colder conditions, forecasts of endless days of rain and wind, I choose merino. Right now I’m using Icebreaker and they are fantastic. I have tried many different merino layers – LLBean, other Icebreakers, Smartwool, and this is the first pair I can say I will wear until they break down, and I will also mend them to keep them going. Not itchy at all, very warm including when damp. They machine wash and hang dry well. They dry pretty quickly. I suspect they will not last as long as my PG poly pair. But that poly is just not warm enough in winter or in constant chill and damp. I have tried heavyweight poly (Patagonia and REI brands) and it simply cannot match merino for warmth, and once you’re into heavy poly, it doesn’t dry all that fast because it’s just too thick. Merino can be thin and warm. We’re lucky not to have clothes moths where I live.
I will have to check out alpaca, maybe.
Hi Mark:
Pretty impressive accounting. I can’t do that.
wow this is phd level, very interesting, would vbl next to skin mitigate limitations of discussed materials ?
thx 4 your efforts
Aussie crawl
Hi Mathew:
I am a little unclear. Are you asking about a vapor barrier? What limitations are you referring to?
I like medium and heavy (“Polar”) weight polyester base layers from reputable brands like LL Bean or Patagonia. They tend to not shrink in the drier and are true to size.
So far I have not found a Merino base layer I feel is as warm as the comparable polyester base layer. But I do think a small fishnet base layer of Merino wool would be as warm as a heavy Merino base layer but sent moisture out to other layers much better. Same for polyester.
Become a member to post in the forums.