
Introduction
In my past two articles (here and here) I have described the critical importance of high Moisture Vapor Transmission Rate (MVTR) for removing moisture vapor from your clothing layers. By choosing a high MVTR waterproof shell, I can use one jacket to replace both a wind layer and a rain layer. This jacket provides excellent weather protection and comfort over a wide range of conditions while saving weight and space in my pack.
There is a problem with aspiring to wear high MVTR garments – finding which garments have high MVTR! Most manufacturers are happy to claim that their garments are breathable. Unfortunately, few actually publish MVTR measurements. Even when the results from standardized testing are published, they are not necessarily comparable given the number of testing standards that a clothing manufacturer can select.
In this article, I present MVTR, hydrostatic head (water resistance), and air permeability measurements for 18 waterproof-breathable shells from nine manufacturers. The shells in my test utilize numerous membrane and face fabric combinations. With these test results, we can understand how the clothing on which we spend our hard-earned money will perform and what features we are actually buying.
Here is what I have learned from the test results:
- This survey identified only three waterproof-breathable (WPB) jackets with what I consider to be very high MVTR. This means the opportunity to combine the functions of a wind and rain layer in a single, lightweight garment is limited.
- Gore-Tex membranes have generally high denier (fiber weight) face fabrics. High denier face fabrics reduce MVTR performance for any of the Gore membrane types. The best MVTR performance for any of the Gore membrane types will be achieved using the lowest face fabric fiber deniers.
- Gore-Tex membranes are all adequately air impermeable and waterproof. The variation among the garments will be in denier and MVTR, as well as in the feature set. In general, (excluding Gore Shakedry) the Gore Active or Gore Pro membrane will provide the best MVTR performance. However, laminating a Gore Active or Gore Pro membrane to a high denier face fabric will substantially reduce the MVTR performance. As you will see, laminating a 100-denier face fabric to a Gore Pro membrane produced the second-worst MVTR performance amongst the garments tested.
- Arc’teryx price points vary substantially according to fabric weight and membrane type. However, the performance metrics reveal that spending a lot more money may provide a more robust jacket but does not necessarily result in a significant change in MVTR, water resistance, or air permeability. Don’t buy more jacket than you actually need!
- Higher MVTR values are generally achieved with lighter-weight fabrics. The purchaser needs to think carefully about how much face fabric durability is required for their intended uses. If you are a rock climber and constantly rubbing against hard, sharp surfaces, then perhaps you need that 100-denier jacket. Just be aware that you should try not to sweat while wearing it.
Testing Methodology
18 waterproof-breathable jackets were tested for this project. All were new when tested with the exception of the Arc’teryx Beta AR. The jackets were selected to provide a mix of available membranes and fabrics. Of course, there are numerous membrane technologies on the market, so additional performance options may be available and may be tested in future articles.
The following tests were performed:
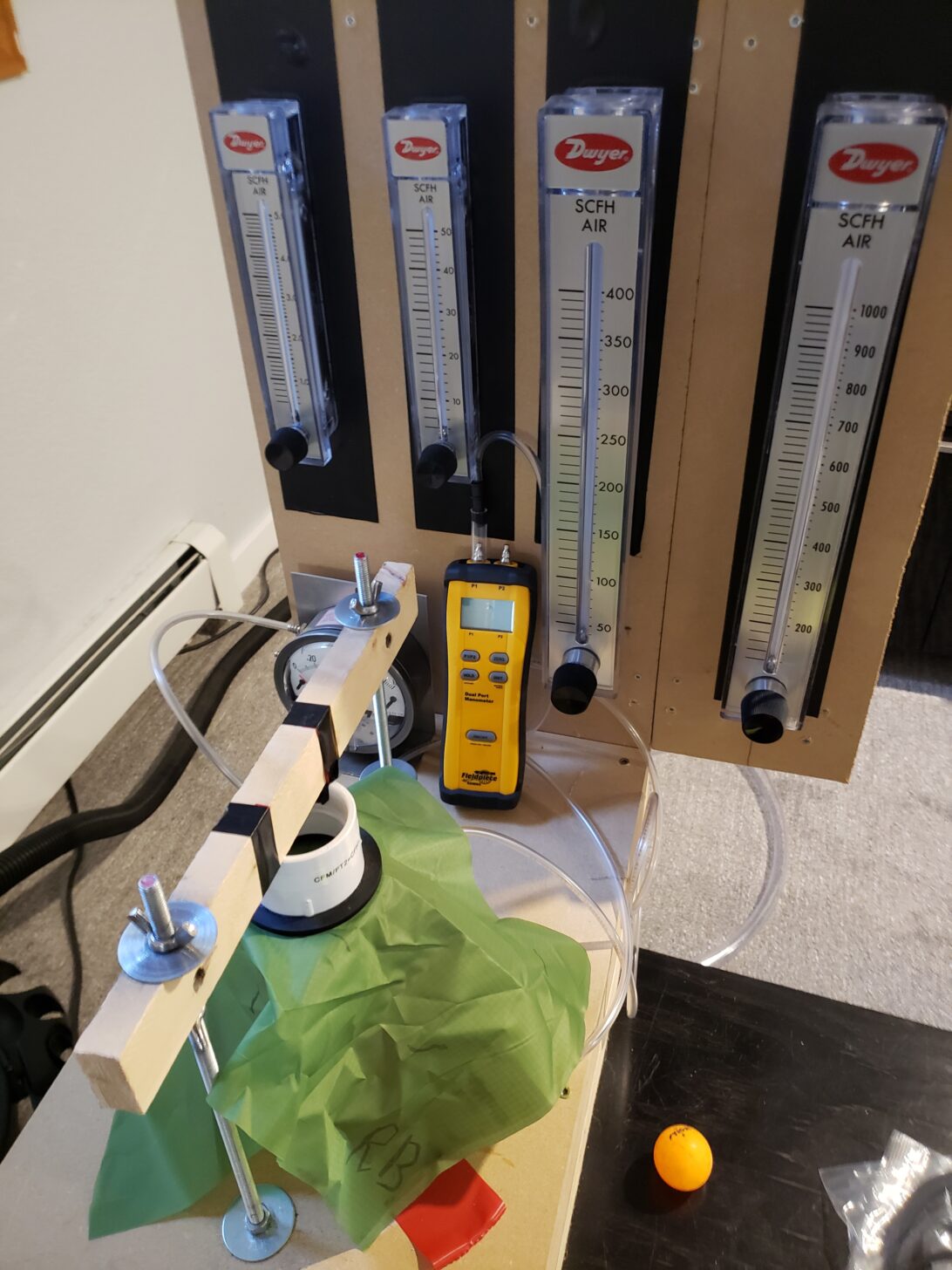
MVTR is measured using our permeation kettles. For this test, the kettle water is heated to a predetermined value, typically from 105 °F to 125 °F (41 °C to 52 °C). A tray containing 100 grams of 120 °F (49 °C) water is placed on the work surface of each kettle. This is our vapor source for the test. A small air circulating fan is placed at the foot of the tray. The fan continuously blows air over the water tray. A digital thermometer/hygrometer sensor monitors the temperature and humidity just below the garment bottom surface. A third thermometer/hygrometer sensor is located three feet above the kettles. This sensor measures the ambient temperature and humidity. The data from the sensors is used to control heating elements that adjust the water temperature in the permeation kettles to achieve a vapor pressure target. This target is typically 0.3 psi. The data from the three sensors is monitored by a custom program that controls the kettle heating element operation. Figure 1 shows waterproof/breathable garments mounted on the permeation kettles for testing. Figure 2 shows the testing components mounted on the permeation kettle work surfaces. Figure 3 shows a screenshot of the Lab View control program.
During the test, which runs for three hours, water evaporates from the tray and passes through the test garment. At the end of the test, each tray is weighed to calculate the quantity of water that passed through the test garment. This weight is then converted to units of g/m2/24 hr (grams/square meter/24 hours), a measure of MVTR.



Hydrostatic Head (HH) pressure is measured to determine fabric water resistance. The test is conducted according to ISO 811 for most fabrics. For lightweight fabrics, the test is conducted according to AATCC 208, which permits the use of a restraining device to prevent the fabric from splitting under test pressures. The test results from the two standards are not comparable. When you read a manufacturer’s water resistance test for light fabrics (7-10 denier fabrics and perhaps higher) be concerned that a restraint was likely used, and the published test result would probably not be reached unless the restraint was present to avoid failure of the fabric.
Figure 4 shows the test instrument (a Suter tester). To begin the test, the reservoir (lower tank) is filled with water. The test fabric is placed between the upper and lower clamps and then the top clamp is screwed down tight. Compressed air is slowly introduced into the reservoir which pushes water up against the test fabric. The air pressure is slowly increased until three water drops appear on the top surface of the test fabric. At this point, the test ends, and the failure pressure is recorded. Typically, three to five readings are obtained and averaged together. We generally run the test up to 16,000 mmwc (mm of water column) of pressure. A fabric that achieves this level of pressure can be assumed to be waterproof for most uses and weather conditions.

Air Permeability is measured according to ASTM D-737. Figure 5 shows the test instrument. In this test, a fabric is clamped within an air duct and pressured from the bottom so that a pressure difference of 0.5 inwc (inches water column) is present across the fabric from air flowing through the test instrument and exiting from the top of the duct. The air pressure difference across the fabric is measured by both a Magnehelic gauge and a digital manometer. The volumetric rate of airflow required to maintain this pressure is controlled and measured using one of four Dwyer flow meters. This number is then converted into units of CFM/ft2 (cubic feet per minute per square foot). This test is generally not necessary for a waterproof/breathable garment – they are typically air-impermeable, where impermeable is defined as less than 5CFM/ft2.
Member Exclusive
A Premium or Unlimited Membership* is required to view the rest of this article.
* A Basic Membership is required to view Member Q&A events

Discussion
Become a member to post in the forums.
Well, some 5 years after purchasing it, I met with one of their reps during a fair. To show the quality of the face fabrics they use, they had a microscope in their booth. Just for fun and because they had noticed I had my Sirrus-jacket with me, they put it under that microscope. Even to their surprise, the plain weave fabric looked like new and the ripstop fabric had some loose threads but still looked in good shape.
Contamination might always be an issue but even just after cleaning it and applying an after market treatment, the problem can occur.
About the change over time in chemistry of after market treatments, even a year or so after purchasing it, the problem did already occur. Because the original DWR was C8-based, I only used C8 after market treatments on it.
Hi,
Great comparison and well done! Probably the most technical comparison I’ve read in a long time.
Just wondering if you are planning to test out a few more jackets, especially the Black Diamond Stormline Stretch Rain Shell as I’m quite curious about how would the stretchability affects the breathability performace.
Thanks
Hi Yiwei:
Thank you for reading. I would expect that fabric stretch would impact MVTR performance. To test this, I would have to create fixturing that would permit testing under stretch conditions. Not difficult, I simply have not tried it. I have done no testing on any BD.Dry garments. If someone has one of these jackets and want to part with it for a few days, I would be happy to measure its MVTR performance-both relaxed and stretched. In field use, I am not sure how relevant stretch would be to MVTR, since the fabric would alternate between stretched and relaxed according to movement. Just PM me to make arrangements for testing if anyone who owns one of these is interested.
Hi Stephen,
Thank you for bringing data to an industry that is often too qualitative.
Did you test the following polypropylene fabrics ?
-Frogg Toggs
-lifa infinity pro
Also, what would be your recommendation for a light, water resistant (DWR) wind shell/jacket/shirt that is abrasion resistant with an high MVTR ?
My goal is to protect my mid layer (Polartec Alpha Jacket – Senchi design) and base layer (Brynje Super Thermo) against branches, regulate my temperature by opening zippers, in an Above-tree line , very windy, high exertion scenario.
Abrasion-resistant: I use medium-weight Taslan fabric for this. It withstands some fairly bad Australian burnt scrub and last for many years.
Cheers
Hi Jonathan:
I have not tested Frogg Toggs or Lifa Infinity Pro. Neither company lists any performance data for their products that I could find. The Frogg Toggs products tend to be inexpensive. The Lifa products seem to be very expensive. Frogg Toggs have been commented on extensively on BPL. Do a search.
I don’t measure abrasion resistance. I am not confident that any of the high MVTR windshirts I have tested would be very abrasion resistant. Also, all have relatively low HH so they are somewhat water resistant but not water proof. I spend much of my time above tree line where abrasion resistance is not too important.
Above MVTR of 3000, that I have tested are BD Alpine Start, Patagonia Houdini Air, Mountain Hardware Kore Preshell and OR Helium Wind Hoody. Of these, all except OR Helium Wind Hoody have high (for windshirts) air permeability so as wind speed increases, you will get reduced protection. The OR Helium Wind Hoody (2021) has very low air permeability and very high MVTR. Of course, I don’t know anything about its abrasion resistance.
Thank you Roger and Stephen for your comments.
I think the brand K-way uses a thin nylon material similar to Taslan (from looking at online picture). I will try to test one in the coming week.
Will also try to test the OR Helium Wind Hoodie soon, I prioritize function over form, but gotta say that hoodie looks real good.
For rain protection, especially when freezing rain is a possibility, I am a silnylon poncho + rain skirt + gaiter user and I am quite happy with this system.
I do not know, but I strongly suspect that the ‘thin nylon material’ from K-way bears little resemblance to genuine Taslan fabric. It gets technical, but Taslan is a far stronger air-textured material which can take a lot of abuse.
See
https://backpackinglight.com/myog_shell_top/ and
https://backpackinglight.com/make_your_own_gear_trousers/ for details.
However, finding Taslan clothing might be ‘difficult’.
Cheers
I’m into MYOG (yet). But I’m interesting in learning it.
I found a few leads for Taslan/Supplex product:
Seems Tilley Trek product seem
to use a Supplex with 5% elastase.
REI Sahara have some Supplex pants as well.
Finally, Wintergreen Northern Wear seems to use Supplex for all their jacket/anorak. The Boundary Waters Hooded Windshirt ticks all my boxes, except for weight and price.
Supplex/Taslan is about 4 oz/yd2. Not very water resistant. Probably too heavy and not water resistant enough for a jacket. Also not very water resistant because the threads are fairly large diameter. Tight weave so it’s good for bug and sun protection.
I’ve seen products that weren’t advertised as taslan or supplex that seem similar. It feels sort of like cotton cloth. Tight weave for bug and sun protection. Doesn’t feel like slippery, plasticy, thin nylon.
I make pants with supplex. They last forever even if I rub against thorns and rocks. I slit open on barbed wire once, but fortunately my leg was fine.
Outdoor Wilderness Fabric, Seattle Fabric, Rainshed Fabric. I’ve bought it from the Mill End Store if you’re in Portland. I looked at Joanne’s, but I didn’t see anything similar.
My base layer shirt is Supplex. If it’s warm, that’s all I wear.
I have the 2022 OR Helium Wind Hoody and can say that the material is slick and pretty strong since it is made of the Diamond Fuse technology. I had the 2021 but the color dye of the fabric ran some. I can say that I have not really noticed a difference between the two so the MTVR may be the same. It does have those laser cut holes in the arm pits and a mesh Naploean chest pocket which does help also. OR lists it as windproof.
I also have the MH Kor Preshell. This breathes well but as Stephen said a strong wind will make a slight breeze on the inside. This is a thinner fabric but still has a good deal of strength to it. It is not slick and you can see the weave just by looking at it. I think there is a chance it could snag on something but I have not yet in the last year mainly using this around town. I can wear this with a cotton t-shirt in the office when the temp is around 68-72 without sweating.
I also used to have a first gen OR Guardian Ascentshell jacket and I can say that was the most breathable jacket I ever had. Checked all the boxes and I would have kept it but that outer storm flap started failing me more even though I added more bits of velcro to keep it down from blowing in the wind. OR finally makes an Ascentshell that has mesh pockets and pitzips, the Skytour, but $379 is more than I want to pay for a rainshell.
That is an interesting design. Does rain come in the snap on sleeves when ones arms are bent/lifted above a straight level? Also the sleeves seem pretty short especially for a person like myself that has long arms.
Brett, are you saying the AscentShell has a better MVTR than the Wind Hoodie ?
Also, do we know the MVTR and CFM of Taslan? Tried to find it, but couldn’t.
As for the Brella, that’s an interesting design. However, I’m not sure the snap on will protect against strong wind and I would still want a wind layer under it.
Sorry, I meant the most breathable rain jacket. I don’t have the MTVR nmbers in front of me.
Stephen, do you know the MVTR and CFM of Taslan ? Roger and Jerry are making me very curious about that material.
Hi Jonathan: I am afraid I have not tested any Taslan fabrics or garments.
Where would I go to get pit zips added to a Peak Dry Shell? Ideally I would like to send it to someone who has handled the fabric before. Not sure that I want to trust an expensive and fragile garment to someone who is new to the fabric.
I have had it done at Boulder Mountain Repair and Gear-Restore in Thornton, CO. I like 20″ #3 waterproof zippers. If you search for Gore-tex repair on line, you can find more options.
Outstanding. Thank you (and thanks for all of the research that you do).
Hi all. First post here and thought I would share that Sitka Vapor SD (as in ShakeDry) jackets are at about 1/2 price (now, $160) here. I got one out of curiousity, but I’m not sure I will keep it. Nice jacket though! I’m 5’11” 170 and the medium fits well with room for thin layers.
Thank you for the analysis!!! I’ve been making a spreadsheet of options for getting a waterproof-breathable shell and it’s super helpful. (Spreadsheet with proprietary data removed, in case it’s helpful)
Do you accept jacket donations for testing :p I just saw the Marmot Precip Eco Pro on sale for Black Friday at 78.74 USD haha. The Precip Eco Regular is $60 right now, crazy!
HI Jack: Interesting spreadsheet. Thank you for the offer. I am happy to test member garments that fit into projects I am working on. The easiest way is to PM me and arrange to send me a garment for testing along with a return shipping label. I tested a Precip in 2019. I don’t know how similar it is to the present version. It used NanoPro 2.5. It was not air permeable. HH was 18771. MVTR was 3200, which is very good for a microporous coating. Please note that JIS L 1099 standards are not directly comparable to my MVTR test results. In viewing the MVTR data in your spread sheet, it is not always clear which JIS L 1099 was used.
It would be very interesting if you could test a powershield pro fabric such as the ultra light weight from discovery fabric with9out a backer material. As I’ve heard great things about powershield pro.
Also I’ve always be curious how much something such as a tricot backer reduces breathability over a 2L fabric as Goretex claims c-knit gives a 15% increase in breathability over tricot. This maybe testable with fabric swatches from discovery fabrics also.
Finally do you know how much if any stretch (spandex or similar) in fabric reduces breathability?
If needed, I maybe able to provide fabric swatches, as I’m thinking of making an insulated jacket with power shield pro/neoshell and am debating between 2L/3L (face fabric) and stretch/no stretch and am getting fabrics.
Hi Isaac:
The Powershield Pro fabric is designed to be used with another layer. The other layer will protect the exposed microporous membrane. Using it without the protective layer may result in damage to the membrane.
If you are sufficiently interested, purchase a yard in the green color and have it shipped to me. I will measure its parameters. PM me if you are interested.
I have tested Goretex in many forms but I cannot opine on the relative benefits of the liner fabric because I cannot measure its performance on its own. I would have to measure fabrics with identical membranes and face fabrics that are available in bothbacker fabrics. That is a tall order. 15% increase in breathability is not much. If that is the only benefit, I don’t think I would be too concerned. I have looked at C-knit under the microscope and it is a very loose knit that should offer no particular resistance to vapor flow through the fabric. The rest of the jacket material will be far more consequential.
I cannot answer your question about Spandex. I have observed that it seems to impair fabric drying and increases moisture absorption.
I cannot test MVTR from a swatch. I need a yard of fabric. When you select your fabric, the face fabric will have the greatest impact on breathability when you are looking at Neoshell. Pick the lightest face fabric available and that should give you the best results.
I’ve been using a ski shell and bibs From Trewgear that are constructed with Derzimax NX for the last 4 or five years and I have been impressed with the comfort/breathability that I experience with them compared to other shell fabrics I have used in the past. So ever since I spotted this Stellar Equipment jacket made with this new Derzimax Ultralight fabric I have been intrigued and I was wondering if anyone has had any experience with it? Stephen have you done any testing on Derzimax Ultralight ?
https://www.stellarequipment.com/product/m-ultralight-shell-jacket2-blublack/
Become a member to post in the forums.