
Introduction
In my past two articles (here and here) I have described the critical importance of high Moisture Vapor Transmission Rate (MVTR) for removing moisture vapor from your clothing layers. By choosing a high MVTR waterproof shell, I can use one jacket to replace both a wind layer and a rain layer. This jacket provides excellent weather protection and comfort over a wide range of conditions while saving weight and space in my pack.
There is a problem with aspiring to wear high MVTR garments – finding which garments have high MVTR! Most manufacturers are happy to claim that their garments are breathable. Unfortunately, few actually publish MVTR measurements. Even when the results from standardized testing are published, they are not necessarily comparable given the number of testing standards that a clothing manufacturer can select.
In this article, I present MVTR, hydrostatic head (water resistance), and air permeability measurements for 18 waterproof-breathable shells from nine manufacturers. The shells in my test utilize numerous membrane and face fabric combinations. With these test results, we can understand how the clothing on which we spend our hard-earned money will perform and what features we are actually buying.
Here is what I have learned from the test results:
- This survey identified only three waterproof-breathable (WPB) jackets with what I consider to be very high MVTR. This means the opportunity to combine the functions of a wind and rain layer in a single, lightweight garment is limited.
- Gore-Tex membranes have generally high denier (fiber weight) face fabrics. High denier face fabrics reduce MVTR performance for any of the Gore membrane types. The best MVTR performance for any of the Gore membrane types will be achieved using the lowest face fabric fiber deniers.
- Gore-Tex membranes are all adequately air impermeable and waterproof. The variation among the garments will be in denier and MVTR, as well as in the feature set. In general, (excluding Gore Shakedry) the Gore Active or Gore Pro membrane will provide the best MVTR performance. However, laminating a Gore Active or Gore Pro membrane to a high denier face fabric will substantially reduce the MVTR performance. As you will see, laminating a 100-denier face fabric to a Gore Pro membrane produced the second-worst MVTR performance amongst the garments tested.
- Arc’teryx price points vary substantially according to fabric weight and membrane type. However, the performance metrics reveal that spending a lot more money may provide a more robust jacket but does not necessarily result in a significant change in MVTR, water resistance, or air permeability. Don’t buy more jacket than you actually need!
- Higher MVTR values are generally achieved with lighter-weight fabrics. The purchaser needs to think carefully about how much face fabric durability is required for their intended uses. If you are a rock climber and constantly rubbing against hard, sharp surfaces, then perhaps you need that 100-denier jacket. Just be aware that you should try not to sweat while wearing it.
Testing Methodology
18 waterproof-breathable jackets were tested for this project. All were new when tested with the exception of the Arc’teryx Beta AR. The jackets were selected to provide a mix of available membranes and fabrics. Of course, there are numerous membrane technologies on the market, so additional performance options may be available and may be tested in future articles.
The following tests were performed:
MVTR is measured using our permeation kettles. For this test, the kettle water is heated to a predetermined value, typically from 105 °F to 125 °F (41 °C to 52 °C). A tray containing 100 grams of 120 °F (49 °C) water is placed on the work surface of each kettle. This is our vapor source for the test. A small air circulating fan is placed at the foot of the tray. The fan continuously blows air over the water tray. A digital thermometer/hygrometer sensor monitors the temperature and humidity just below the garment bottom surface. A third thermometer/hygrometer sensor is located three feet above the kettles. This sensor measures the ambient temperature and humidity. The data from the sensors is used to control heating elements that adjust the water temperature in the permeation kettles to achieve a vapor pressure target. This target is typically 0.3 psi. The data from the three sensors is monitored by a custom program that controls the kettle heating element operation. Figure 1 shows waterproof/breathable garments mounted on the permeation kettles for testing. Figure 2 shows the testing components mounted on the permeation kettle work surfaces. Figure 3 shows a screenshot of the Lab View control program.
During the test, which runs for three hours, water evaporates from the tray and passes through the test garment. At the end of the test, each tray is weighed to calculate the quantity of water that passed through the test garment. This weight is then converted to units of g/m2/24 hr (grams/square meter/24 hours), a measure of MVTR.



Hydrostatic Head (HH) pressure is measured to determine fabric water resistance. The test is conducted according to ISO 811 for most fabrics. For lightweight fabrics, the test is conducted according to AATCC 208, which permits the use of a restraining device to prevent the fabric from splitting under test pressures. The test results from the two standards are not comparable. When you read a manufacturer’s water resistance test for light fabrics (7-10 denier fabrics and perhaps higher) be concerned that a restraint was likely used, and the published test result would probably not be reached unless the restraint was present to avoid failure of the fabric.
Figure 4 shows the test instrument (a Suter tester). To begin the test, the reservoir (lower tank) is filled with water. The test fabric is placed between the upper and lower clamps and then the top clamp is screwed down tight. Compressed air is slowly introduced into the reservoir which pushes water up against the test fabric. The air pressure is slowly increased until three water drops appear on the top surface of the test fabric. At this point, the test ends, and the failure pressure is recorded. Typically, three to five readings are obtained and averaged together. We generally run the test up to 16,000 mmwc (mm of water column) of pressure. A fabric that achieves this level of pressure can be assumed to be waterproof for most uses and weather conditions.

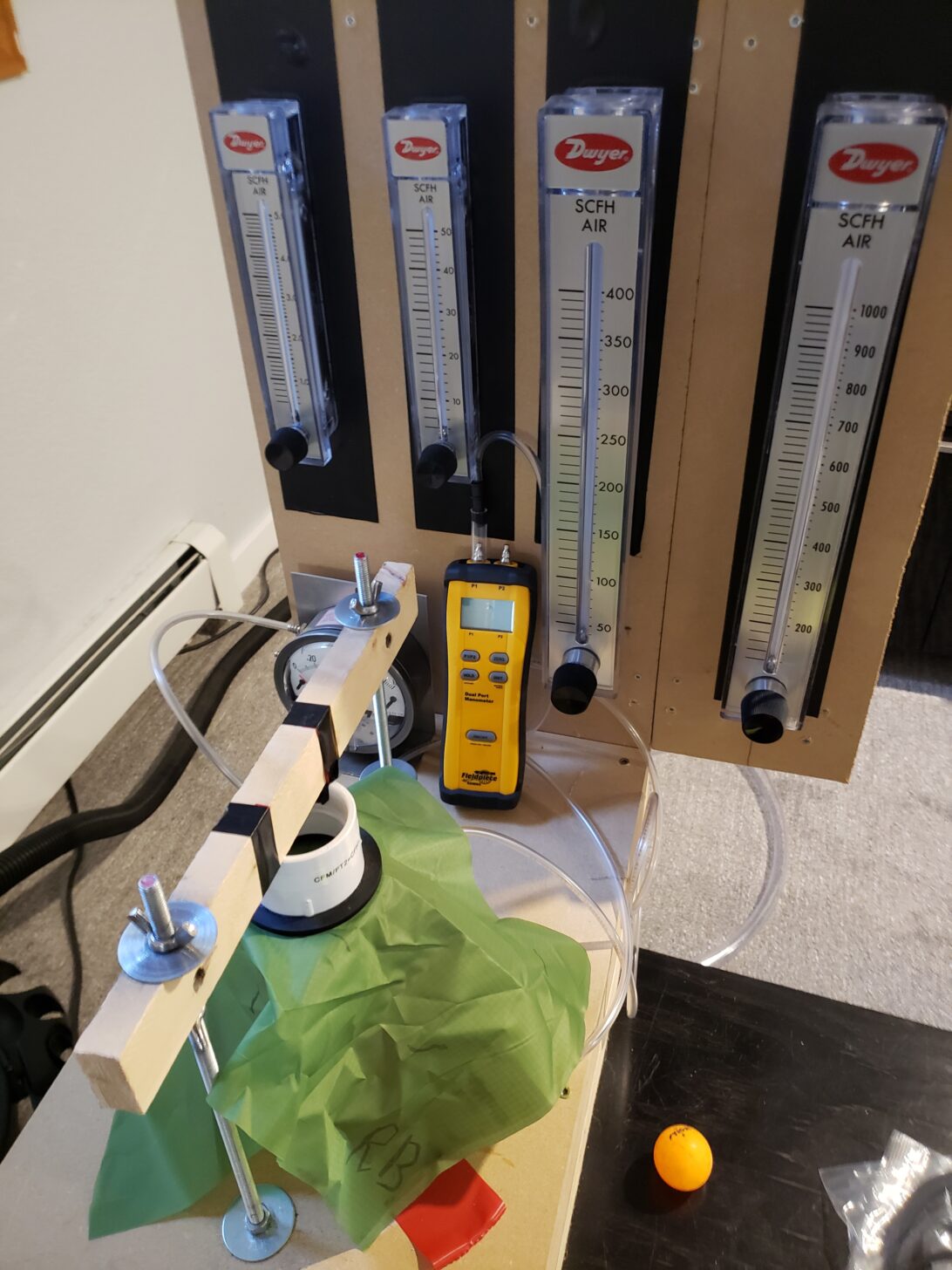
Air Permeability is measured according to ASTM D-737. Figure 5 shows the test instrument. In this test, a fabric is clamped within an air duct and pressured from the bottom so that a pressure difference of 0.5 inwc (inches water column) is present across the fabric from air flowing through the test instrument and exiting from the top of the duct. The air pressure difference across the fabric is measured by both a Magnehelic gauge and a digital manometer. The volumetric rate of airflow required to maintain this pressure is controlled and measured using one of four Dwyer flow meters. This number is then converted into units of CFM/ft2 (cubic feet per minute per square foot). This test is generally not necessary for a waterproof/breathable garment – they are typically air-impermeable, where impermeable is defined as less than 5CFM/ft2.
Member Exclusive
A Premium or Unlimited Membership* is required to view the rest of this article.
* A Basic Membership is required to view Member Q&A events

Discussion
Become a member to post in the forums.
Hi Stephen,
thank you for the answers. Do you think the liner have a role on the MVTR as well? Both the “anomalies” , the ascensionist and the norvan, make use of C-Knit.
Thank you very much again.
Hi Indrit:
Here is a photomicrograph of C knit in the Ascensionist. I happened to purchase one for resort skiing when they were on a very large price reduction.
You can see that C-Knit is a very open knit. I believe we are looking at the skin side of the membrane at the white areas. If you look at the shiny area indicated by the arrow, I think that is the adhesive that bonds the C-Knit to the membrane.
So, I think the answer to your question is that C-Knit should have little impact on MVTR.
Since I had this thing here, I thought I’d look at the face fabric. Here it is:
Kind of interesting face fabric. Look at the relatively large squares of white in the weave. You are looking at the face of the membrane. These gaps in the weave should help boost MVTR. So, it is unclear why the MVTR performance is not higher on this.
Look at the relatively large squares of white in the weave. You are looking at the face of the membrane.
Undoubtedly so, but I have questions.
It seems that there is some sort of coating across the outer face of the fabric: is this so? I could be confused of course.
If correct, then the number of visible white holes suggests that the coating is very poorly applied.
Cheers
Let’s try a new image.
You are seeing reflection from the ring illuminator. I added backlight and turned the fabric a bit. Much better and you get a better look at how loose the weave is. I have to admit, the 1st image does look like a Nextec Epic coating.
Good lord. That is a really loose weave. A very weak fabric, totally dependent on the membrane. Not for me.
Cheers
Hi Roger: Have you looked at other Gore face fabrics like this? I have not. But, I now wish I had when I had all these jackets here. I have a few here. So, let’s compare:
Arcteryx Sabre 80 denier:
Noronna Lofoton Goretex. They don’t list denier. Pretty burley.
Montbell Versalite Windstopper 7D
Ascensionist at same mag as others. Original image 4.5, all now at 2
Now we have a better idea. Noronna and Ascensionist may not be that different in weave tightness. The other two you would expect the face fabric to produce a larger reduction in MVTR. Just a guess, don’t know for sure.
Just added Arcteryx and Noronna at 4.5 mag, same as original Ascentionist. Noronna is clearly lower denier. At this magnification, there is not enough backlight intensity to be seen, which is why I backed off to 2 mag.
The last two, yellow and blue, look OK. The weave is tight.
The problem with a tight weave is that making requires a heavier and stronger loom. That loom costs more.
Which I think explains a lot.
As for HH: a different story. A sheet of builders plastic has an incredible HH – until it bursts. Reality is that it is extremely rare for a fabric to ever experience that sort of water pressure in the field. The tent, jacket or pack would burst.
So what one has to look for is endurance. Some of the older Gore fabrics had this, X-Pac has it, and some others do too. Chuckle: PVC-coated fabric found in yachting jackets also has it, but it is kinda heavy.
Bottom line: TANSTAAFL, despite the marketing claims (which generally are not worth the electrons they are printed on).
Cheers
PS: I like the Packa, and I made my own version.
I can’t find it, but didn’t I read somewhere (Stephen rec?) that the OR Helium wind hoodie has excellent numbers (for a wind shirt, not rain)? Thanks.
Hi Steve: Here are my numbers on the OR Helium Wind hoodie: Air perm: 1.6 cfm/ft2, HH 405 mmwc. Good for light rain protection, for a limited period of time, 3360 MVTR. Excellent breathability.
Thank you very much Stephen. Those are impressive numbers. As strictly a wind shirt, which would you prefer: OR Helium Wind Hoodie or EE Copperfield? I understand the weight difference. Really appreciate it.
I have not tested the EE Copperfield. So, I can’t offer an opinion. Sorry.
Thanks for the research data and work you do Stephen.
Gore is now marketing the H5 Shakedry and R7 Trail Shakedry , as 30% thicker than “original” Shakedry, as suitable for backpacking. Of course, we don’t know what component of the laminate is thicker.
Still, it seems likely that there will be a reduction in MVTR. The question will be, how much.
Regardless, it would be interesting to see the tests for those, if Stephen can get his hands on one.
I may very well be missing something (and hope that I am) but Gore appears to be saying it is a trail running jacket. I see no mention of suitability for use with a pack.
“Made for trail runners who need wet weather protection they can carry with them for long runs in the hills.”
Tjaard, I believe Stephen has tested the H5 and found it’s MVTR only a little lower than the thinner versions of Shakedry.
Under product highlights it says, “Suitable for use with a backpack.”
Not that is expensive.
Brella 2020 that has a 20,000mm/20,000MVT rating and sells for $99.
Those are very high figures for sure, but what does it weigh?
And the price: $99 per what? Roll, metre, squ foot?
And what is the width?
Cheers
I used my RSBTR WPB fabric rain jacket in the rain
It rained a fair amount. I was wearing a synthetic vest underneath. The outside of the vest got somewhat wet. I don’t know if it was rain leaking through or condensation from sweat.
When I took the rain jacket off and sat in my tent for a while, it dried off pretty good.
I think I’ll use it in drier weather. When it wasn’t raining it worked fine, hiking.
Maybe I’ll have to make another rain jacket for wetter weather.
I like the low weight of the RSBTR WPB fabric. Jacket weighs 7 ounces vs 13 ounces for my previous jacket.
I see the Neoshell is $45 per yard. 2 yards to make a jacket. Pretty expensive. I wonder if it would really be that much better.
I hope you will be able to research the effect of wet out one day on Shake dry-type, Paclite-type and standard type jackets. Because it’s not always a question of frequent washing or not as I often see and notice the difference DURING a trip (and even during one day): at the beginning breathability is OK but several days (or hours) later that jacket is completely (or partly) wetted out, breathability is reduced significantly and condensation occurs.
Hi Woubeir. This is actually something I have been thinking about. Please clarify: Are you referring to wet out from the inside or wet out of the face fabric from rain? I am interested in the impact of wet out from rain.
Well, my experience is with my old Arc’teryc Sirrus SL (bought in 2004 or 2005 but still my main WPB). Of course, during a trip I’m unable to wash it.
I’ll take it out of my pack and starts to wear it only when it properly starts to rain. In the beginning it beads well but after a while it starts to wet out in places. Once that happens, condensation occurs (most notibly in the lower sleeves). So somehow the DWR fails and as a consequence the face fabric wets out.
To make things even more complicated: the jacket combines Paclite with a ripstop-weave face fabric (I think 40D) for most of the jacket with GTX XCR with a heavy plain-weave face fabric (I think 70D) (on the shoulders and the chest). Both wet out but the part with the plain weave doesn’t seem to suffer as much from condensation.
Hi Woubeir: What happens when you treat with Nikwax or similar?
I have some Arcteryx Gore pants that have gotten pretty contaminated over the years. No amount of scrubbing, washing and then treating with any number of DWR products will restore performance to those pants. I even had them professionally washed and treated at Boulder Mountain Repair, with no difference.
Are you using pit zips when this occurs to try to dump internal moisture? The MVTR of that jacket will be pretty mediocre. I expect when wet out occurs, unless you dump internal moisture through ventilation, the interior would be prone to condensation whenever dewpoint is achieved.
In any case, the impact of wet out on MVTR has been an ongoing debate and it would be interesting to look at. I would need a jacket where MVTR cannot be restored through retreatment for this test. It might be easier to take some Gore tex fabric and treat it to be hydrophilic. That would ensure wet out would occur. I will give it some thought.
Stephen,
about after market treatment: yes, often
about the use of pit zips: as much as weather permits
Woubeir: So the question is, might the fabric be worn, aged or contaminated so that DWR cannot be restored? How well does it work after you apply after market treatment? I wonder if the surface treatments from 2003 are compatible with today’s after market treatments?
Become a member to post in the forums.