
Introduction
In my past two articles (here and here) I have described the critical importance of high Moisture Vapor Transmission Rate (MVTR) for removing moisture vapor from your clothing layers. By choosing a high MVTR waterproof shell, I can use one jacket to replace both a wind layer and a rain layer. This jacket provides excellent weather protection and comfort over a wide range of conditions while saving weight and space in my pack.
There is a problem with aspiring to wear high MVTR garments – finding which garments have high MVTR! Most manufacturers are happy to claim that their garments are breathable. Unfortunately, few actually publish MVTR measurements. Even when the results from standardized testing are published, they are not necessarily comparable given the number of testing standards that a clothing manufacturer can select.
In this article, I present MVTR, hydrostatic head (water resistance), and air permeability measurements for 18 waterproof-breathable shells from nine manufacturers. The shells in my test utilize numerous membrane and face fabric combinations. With these test results, we can understand how the clothing on which we spend our hard-earned money will perform and what features we are actually buying.
Here is what I have learned from the test results:
- This survey identified only three waterproof-breathable (WPB) jackets with what I consider to be very high MVTR. This means the opportunity to combine the functions of a wind and rain layer in a single, lightweight garment is limited.
- Gore-Tex membranes have generally high denier (fiber weight) face fabrics. High denier face fabrics reduce MVTR performance for any of the Gore membrane types. The best MVTR performance for any of the Gore membrane types will be achieved using the lowest face fabric fiber deniers.
- Gore-Tex membranes are all adequately air impermeable and waterproof. The variation among the garments will be in denier and MVTR, as well as in the feature set. In general, (excluding Gore Shakedry) the Gore Active or Gore Pro membrane will provide the best MVTR performance. However, laminating a Gore Active or Gore Pro membrane to a high denier face fabric will substantially reduce the MVTR performance. As you will see, laminating a 100-denier face fabric to a Gore Pro membrane produced the second-worst MVTR performance amongst the garments tested.
- Arc’teryx price points vary substantially according to fabric weight and membrane type. However, the performance metrics reveal that spending a lot more money may provide a more robust jacket but does not necessarily result in a significant change in MVTR, water resistance, or air permeability. Don’t buy more jacket than you actually need!
- Higher MVTR values are generally achieved with lighter-weight fabrics. The purchaser needs to think carefully about how much face fabric durability is required for their intended uses. If you are a rock climber and constantly rubbing against hard, sharp surfaces, then perhaps you need that 100-denier jacket. Just be aware that you should try not to sweat while wearing it.
Testing Methodology
18 waterproof-breathable jackets were tested for this project. All were new when tested with the exception of the Arc’teryx Beta AR. The jackets were selected to provide a mix of available membranes and fabrics. Of course, there are numerous membrane technologies on the market, so additional performance options may be available and may be tested in future articles.
The following tests were performed:
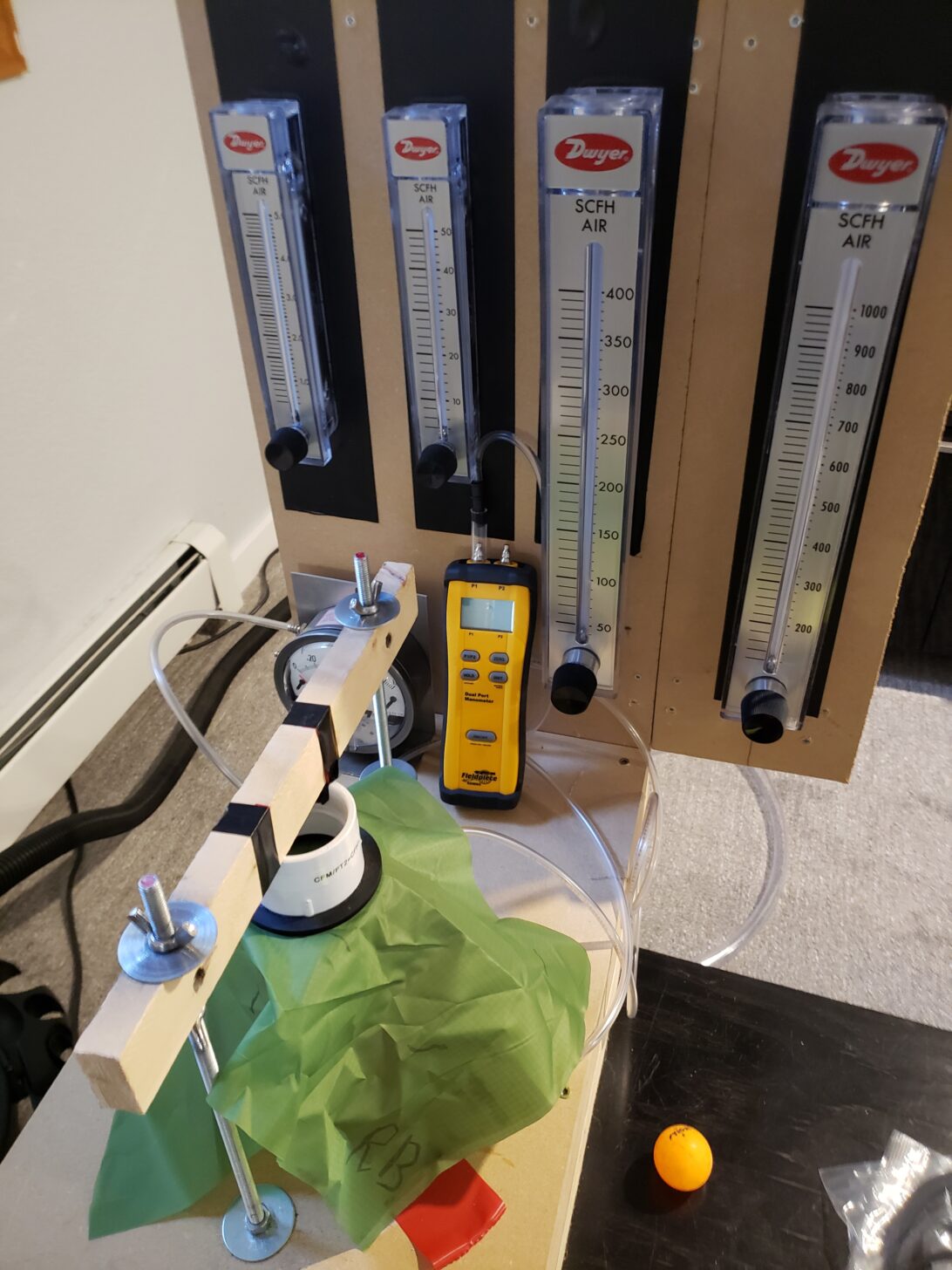
MVTR is measured using our permeation kettles. For this test, the kettle water is heated to a predetermined value, typically from 105 °F to 125 °F (41 °C to 52 °C). A tray containing 100 grams of 120 °F (49 °C) water is placed on the work surface of each kettle. This is our vapor source for the test. A small air circulating fan is placed at the foot of the tray. The fan continuously blows air over the water tray. A digital thermometer/hygrometer sensor monitors the temperature and humidity just below the garment bottom surface. A third thermometer/hygrometer sensor is located three feet above the kettles. This sensor measures the ambient temperature and humidity. The data from the sensors is used to control heating elements that adjust the water temperature in the permeation kettles to achieve a vapor pressure target. This target is typically 0.3 psi. The data from the three sensors is monitored by a custom program that controls the kettle heating element operation. Figure 1 shows waterproof/breathable garments mounted on the permeation kettles for testing. Figure 2 shows the testing components mounted on the permeation kettle work surfaces. Figure 3 shows a screenshot of the Lab View control program.
During the test, which runs for three hours, water evaporates from the tray and passes through the test garment. At the end of the test, each tray is weighed to calculate the quantity of water that passed through the test garment. This weight is then converted to units of g/m2/24 hr (grams/square meter/24 hours), a measure of MVTR.



Hydrostatic Head (HH) pressure is measured to determine fabric water resistance. The test is conducted according to ISO 811 for most fabrics. For lightweight fabrics, the test is conducted according to AATCC 208, which permits the use of a restraining device to prevent the fabric from splitting under test pressures. The test results from the two standards are not comparable. When you read a manufacturer’s water resistance test for light fabrics (7-10 denier fabrics and perhaps higher) be concerned that a restraint was likely used, and the published test result would probably not be reached unless the restraint was present to avoid failure of the fabric.
Figure 4 shows the test instrument (a Suter tester). To begin the test, the reservoir (lower tank) is filled with water. The test fabric is placed between the upper and lower clamps and then the top clamp is screwed down tight. Compressed air is slowly introduced into the reservoir which pushes water up against the test fabric. The air pressure is slowly increased until three water drops appear on the top surface of the test fabric. At this point, the test ends, and the failure pressure is recorded. Typically, three to five readings are obtained and averaged together. We generally run the test up to 16,000 mmwc (mm of water column) of pressure. A fabric that achieves this level of pressure can be assumed to be waterproof for most uses and weather conditions.

Air Permeability is measured according to ASTM D-737. Figure 5 shows the test instrument. In this test, a fabric is clamped within an air duct and pressured from the bottom so that a pressure difference of 0.5 inwc (inches water column) is present across the fabric from air flowing through the test instrument and exiting from the top of the duct. The air pressure difference across the fabric is measured by both a Magnehelic gauge and a digital manometer. The volumetric rate of airflow required to maintain this pressure is controlled and measured using one of four Dwyer flow meters. This number is then converted into units of CFM/ft2 (cubic feet per minute per square foot). This test is generally not necessary for a waterproof/breathable garment – they are typically air-impermeable, where impermeable is defined as less than 5CFM/ft2.
Member Exclusive
A Premium or Unlimited Membership* is required to view the rest of this article.
* A Basic Membership is required to view Member Q&A events

Discussion
Become a member to post in the forums.
Companion forum thread to: By the Numbers: the Search for a High-MVTR Waterproof Breathable Shell Jacket
A high MVTR waterproof-breathable shell jacket may be the holy grail that can replace both a wind shirt and a rain jacket. Do they exist, and where do we find them?
WPB from RSBTR says it’s 26,500 g/m2/24hr
https://ripstopbytheroll.com/collections/waterproof-breathable-laminate-composite-fabric/products/1-4-oz-10d-waterproof-breathable
the values for what you tested are in the range 1,300 to 3,300 g/m2/24hr
there must be some difference in units or something
if the 26,500 from RSBTR was really 2,650 in your units it would make more sense
any thoughts about this?
great article and testing, thanks
Stephen,
It’s interesting to see that OR Ascentshell is one of your top picks. I love that stuff for skiing/touring (good MVTR is apparent), but it hasn’t been as great with rain. I used one of those jackets in an all-day downpour with temps around 50 degrees F, and it seemed to fail pretty much instantly (within the first two hours anyway). I was wearing a merino/synth blend shirt under it and just sort of stayed moving and was warm enough. When we stopped I got cold, so we just didn’t really stop. Is there some user-error going on here? Could I have done something to keep from being soaked? Should I have been using something more suited to downpours like a non-breathable jacket with pitzips like the lightheart gear jackets?
HI Jerry: Can you clarify what you are referring to at Rip Stop by the Roll. My test results are unique to my test method. This is the case for all the various test methods out there. My numbers are considerably lower than JIS 1099B1 and considerably higher than E96. In the article I provided an equation for calculating equivalent JIS 1099 B1 from my results.
HI Ben: I have never actually worn an Ascentshell jacket. I have a lot of use with Neoshell. I found Neoshell would wet through (pants) when sliding down snow. There is where the relatively low HH reveals itself. I never had problems with getting wet through the jacket until after many years of use. So, what happened is not clear from your description. Do you think you were overdressed for the conditions? Did the jacket wet out? Do you think the jacket actually leaked? Did the jacket have pit zips to provide ventilation? These sorts of user experience can be helpful for everyone but these are the sorts of questions we must answer. If you still have the jacket, I’d be happy to test its HH and check seams for leakage. PM me if this would be possible.
Thanks for the article and the measurements.
The measurements for MVTR match up well against my subjective experiences with the jackets I have used. I continue to be very pleased with Shakedry. I have found my Shakedry shell moves moisture as well as my ArcTeryx Squamish (2012) windshell, though Shakedry isn’t nearly as air permeable. I don’t know how much air permeability impacts moving the moisture (Steven has a theory discussed in previous article), but air permeability has a big impact on how hot I feel (and the degree to which I sweat)… so I can comfortably wear the windshirt at a higher temperature than a shakedry shell without having moisture accumulate.
I would recommend people NOT get the overstock Norvan SL because the zipper leaks in an extended rain storm. Go with GoreWear or the Montbell shells. I used a Norvan SL and now a GoreWear R7 WITH a backpack. I was up to 240 hours under my backpack – significantly more time without backpack (cycling, running, hiking/walking) – no damage to the fabric. Caveat: the backpack (Gorilla carrying 14-28lbs) was on trail or cross country above tree-line without vegetation I needed to press through.
I would love to see how the original version of either DriDucks / O2 Rainshield tested in the future. They were the first shells I had the experience of damp clothing drying while under the shell. The other material that subjectively seemed to be quite good was eVENT DVL — seemed better than Vertice, but this might not be very relevant. The only shell I know that used it was the ArcTeryx Focus LT which I don’t believe is available anymore.
I look forward to hearing about people’s real world experience with Marmot Eco Precip. I have been very disappointed with older versions of the Precip. It would be wonderful if this shell is as breathable in the field as the testing indicates.
I don’t have personal experience with NeoShell or the OR Ascentshell, but several people I know who have used it say when it’s dry outside it works well, but in a real rainstorm it becomes much less breathable and wets out quickly.
On the link I posted for the RSBTR WPB fabric, there’s a link to “full lab test data”
https://cdn.shopify.com/s/files/1/0261/6507/files/WPB_10D_PU_-_LAB_TEST_REPORT.pdf?4353280712186173292
“JIS L 1099 : 2012, B-1, POTASIUM ACETATE METHOD”
I’m making a jacket with that currently, just curious how it will compare.
I made a jacket with, I think it was Pertex Shield. That’s been pretty good at staying dry. Sometimes it will get some condensation at shoulders and head but it dries out pretty quickly if it stops raining and I quit exercising. Consistent with your measurements.
But I’ve worn that out after a few years. Some holes from fire embers. Ripped it on branches. I patched it. More than anything, it just looks bad with the patches. And I’m trying out that lighter WPB fabric that I’m making currently.
I got some generic WPB from somewhere that had poor ventilation and got wet from condensation unacceptably. I use that for gardening now.
I made a jacket with eVent which was pretty good, about the same as the Pertex Shield. But it delaminated at the shoulders and hood. I took the surviving parts of that and used it for hood and shoulders and used generic fabric for the rest of the jacket. That worked okay until it delaminated.
I’m hoping that WPB from RSBTR will be good. I’m mostly done so I’ll get real use experience pretty soon.
Hi Jerry: That fabric, in my units would come out around 1757. In any case, 26500 is pretty mediocre MVTR. Let us know how it works out. Stay away from embers.
hmmm… that doesn’t sound real hopeful, but I’ll find out.
Good WPB fabric is difficult to find for MYOG. I forget where I bought that Pertex Shield
Your best shot could be Neoshell. I have four different examples here to test. Don’t know how it will come out but, at least, the stuff is available for MYOG.
Lightweight WPB fabric is not real durable in my experience. Replace every few years, but I use it a lot so that’s not too bad
Contingent on your test results, maybe I’ll try Neoshell next
Where do you buy it?
Discovery Fabrics has a large selection. https://discoveryfabrics.com/?currency=USD
With any Polartec fabric, there are many variants to choose from. How someone makes a selection is beyond me. I should get to this is a week or two.
Hi Stephen, thanks again for a wonderful article, I am getting a lot out of this series.
I have been struggling to understand why a waterproof breathable fabric could have a better MVTR than a non coated/laminated fabric. I am not doubting your data, it just doesn’t make sense in my unscientific brain. How does a Montbell Shakedry garment have a better MVTR than a Patagonia Houdini Air? I get what you are saying about the lack of “real” air movement not helping with the actual breathability or ability to move moisture out of the garment but again how is it possible for a garment with a membrane have better MVTR than a fabric that isn’t coated/laminated? Isn’t the Gore membrane essentially solid, yet a woven fabric must have plenty of (micro) gaps/holes? Why doesn’t moisture escape through those gaps/holesmore readily than through a solid membrane? What am I missing
I have a few further questions, is it ok to keep asking?
Thanks from NZ, Scott
Mark, which R7 do you have? The one with the reflective piping or the older one?
oh no, another source of MYOG that I was not familiar with – Discovery Fabrics
I have just reread the article again, for the forth time! So many gems to take away.
This really highlights the “marketing” around fabrics. It just shows that not all “insert fabric name here” are created equal. The danger is when you see a fabric, let’s say AscentShell for example, most consumers will think that all AscentShell garments use the same fabric, but no no no, it’s just the membrane that is the same. And this article shows how much the construction of a particular fabric affects its performance.
I have a test report (certified test centre in Japan) for some Pertex fabrics, they all use the same membrane (marketing name Shield Air) but different make ups. The numbers for MVTR (JIS L 1099 B-1) vary from 19344 (PremKettle MVTR 1537) to a whopping 78264 (PremKettle MVTR 3352), that is a massive difference yet both would likely be marketed as the same “fabric”.
My big question now is what will the results of the tested garments be like once the DWR is completely gone? Or even what the results are when the surface fabric wets out? How much does that actually affect the MVTR of a fabric/garment?
Thanks again, Scott
Hi Scott: Thank you for reading. Here are some points to consider-A microporous membrane like Gore Pro or Ascentshell or various urethane microporous membranes are not solid as you pointed out. As you have seen in Gore advertising, they are full of holes that are smaller than water drops but larger than water vapor molecules. These holes are so small it takes substantial air pressure to push through them and even so, the volume of air that might make it through is too small to care about. That is my thinking on why air does not get through. Someone may have a better theory. As I pointed out in my active insulation article, at walking speeds, in still air, the vapor pressure difference between your skin and the exterior can be far larger than the air pressure difference between your skin and the exterior. So, the force driving moisture out is greater than the force driving air in. At walking speeds, the air pressure is so low that looser weave windshirts that have higher air permeability, still don’t permit much air to penetrate the windshirt, let alone any layers that might be under it. You might want to check out my recent podcast which discusses this issue.
I think, if possible, if you could post the test report it could be very enlightening. When you see these sorts of reports of identical membranes with various face and liner fabrics, the variance, as you pointed out, is just shocking. I wonder what denier the 78264 fabric is? It must be 6, maybe less. By the way, it is not just the fabrics that matter, it is also impacted by the method by which the the membrane is adhered to the face and liner fabrics.
Concerning DWR. DWR is not supposed to fill the gaps within the weave. It is not a sealant. It changes the electrical charge of the fiber surfaces. Water molecules are slightly negative. Polyester or nylon molecules are a bit more negative, so somewhat water repellent. If you apply DWR, those polyester or nylon molecules become even more negative than water and the water gets repelled. Of course, the DWR will wear off or get covered by body oils and dirt and loose its effectiveness. Then, it is time to reproof. Dirt and body oils can clog the pores of face fabric fibers, so it is a good idea to keep your garments clean. After washing, for a while at least, the heat of a dryer will renew the DWR, until it is worn from the surface. At that time, DWR will need to be reapplied.
Concerning breathability of a wet garment. We know that Goretex wetsuits maintain some breathability when wet. During my years of kayaking in the winter and suffering the occasional swim, I have experienced this first hand. I have not tested how MVTR is impacted by wet out. If someone has an old membrane jacket that no longer beads water, I could test this question.
Stumphges: I have the first version of R7… no piping, just excessive Gore logos everywhere :)
Hmmm, piping vs logos? That is a tough one. Would be a no win situation but for that whopping Shakedry MVTR! Thanks, Mark.
Hi again, that’s a very good point re. the microporous nature of the membranes, a bad choice of words by me. Is the big difference that we are talking about here between “air” movement and “vapour” pressure? If not, then my original question stands, why does vapour pass through a microporous membrane more readily than the tightly woven fabric? I can see the gaps/holes with my naked eyes in a woven fabric, yet I cannot on a membrane (obviously). Are you saying that due to these larger gaps/holes the pressure required to force the vapour through the fabric cannot build sufficiently to be effective?
I am hesitant to post the test result publicly as it is not mine to share in that way. Noted re your point about the adhesion method too.
Noted re DWR. At the business I work in, a NZ Made cycling apparel manufacturer selling direct to consumers, the biggest issue we have with waterproof breathable garments is the failure of the DWR and the lack of care of garments. We went through spate of garments being returned last winter because they were “leaking”. Most of the issues are with condensation. We have a Suter tester and not one garment failed due to the fabric leaking. The majority (c90%) of the returns had never been washed, let alone had their DWR rejuvenated! The other 10% were seam seal failures, and of those, 90% of them were due to the lack of washing! New Zealand conditions are very difficult for all waterproof breathable garments, it is way too humid for the fabric to work effectively. I have a very simple weather station at home and I don’t think I’ve ever seen Relative Humidity readings (outside) as low as you reported in your Air Permeability vs. water vapour transmission report!
That’s very interesting re the GoreTex drysuits, it’s something I’ve always wondered about.
Thanks, Scott
Stephen….Would you know how Pertex Shield® + 3-layer fabric would compare to the Enlightened Equip Visp & Zpack Vertice MVTR test results for fabrics you tested?
Scott, Shakedry seems perfect for cycling.
Hi Ken: As pointed out above by Scott, we cannot know without testing because it depends on the face and liner fabrics as well as the method used to bond everything together. I have looked at 3 Shield garments. All 2.5 layers. The MVTR ranged from 1500 to 2400. The 2400 was a 7D fabric. Visp and Vertice were measured at 2560 for 3 layer fabrics. So it might be possible to do a little better for Shield but it is unclear that Shield can do significantly better than the Visp or Vertice jackets.
Hi @Stumphges, yes you are correct, possibly the perfect solution for cycling. Unfortunately Gore are a notoriously difficult company to deal with, and as we make or garments in New Zealand, it would be impossible, even if they would deal with us, we just don’t have the technology available here in New Zealand to produce Gore approved garments. I have worked for two businesses that have had Gore licences, I was the product buyer/developer for them and boy oh boy, they’re a treat! Admittedly this was over 15 years ago but I imagine things haven’t changed much. Shakedry is a truely amazing product – reflected in its price.
I own a Shakedry garment which I am wearing increasingly often for hill walking/trail running, it’s fantastic. I can’t “technically” wear it for cycling as it’s not a Ground Effect jacket so I haven’t used it in anger for this. I do however have a prototype Pertex Shield Air jacket which I really rate. It is noticeably more breathable/comfortable than our standard Pertex Shield fabric. I am going to try and get some test results for that exact fabric to share here.
Stephen, I’ll try and answer your questions:
Not overdressed, it was quite cold really. Just a light baselayer under the rain jacket. The jacket did wet out, yes. I don’t know how to answer the leak question. There were no holes in the jacket and the seams were fine, but rain may have overwhelmed the membrane. I have no way of knowing for sure. There were no pit zips. I don’t still have it, it was an OR Interstellar. I hope that all helps.
Become a member to post in the forums.