This is an experiment with a sort of a blog. Will it work?
Back in 2007 I was using a Coleman Xtreme (remote inverted canister) stove for winter XC ski tours. It was a good stove but it was a shade heavy.

Then I was sent a Brunton Stove Stand for review. I tested this with a Snow Peak GST-100 upright, and that worked fine. But it was only for ‘upright’ stoves, and could not be used with an inverted canister. I started to wonder whether some sort of heat shunt could be used with this stove stand to let me invert the remote canister. I tested the idea and it worked.

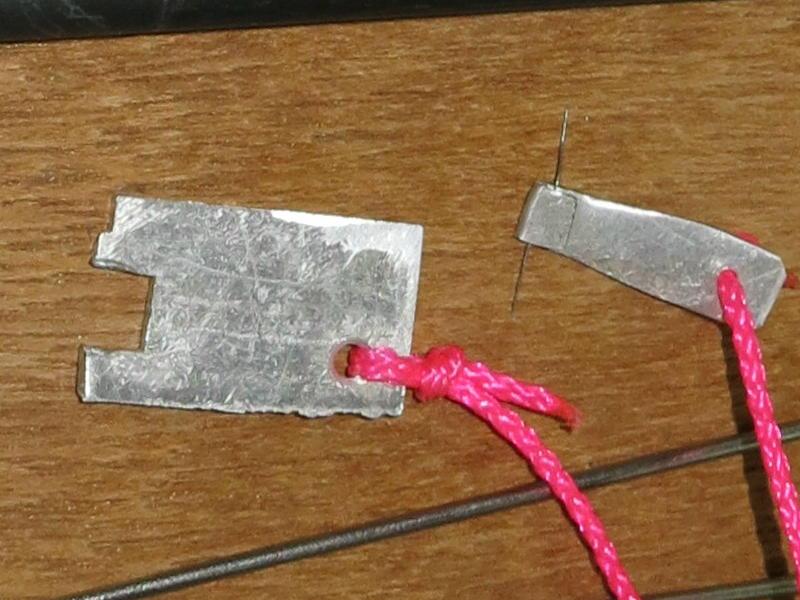
A Heat Shunt is a strip of thermally conductive metal going from the flames to the fuel inlet. It replaces to fuel tube going over the top of the flames. In this case it was enough to vaporise the liquid fuel so the stove ran well. “Hum, interesting” – and so the saga began.
The first step of course was to replace the Brunton Stove Stand with its heavy steel legs with something lighter.

A Snow Peak GST-100 on my own base and legs, with an early version of my canister connector. It was a start.
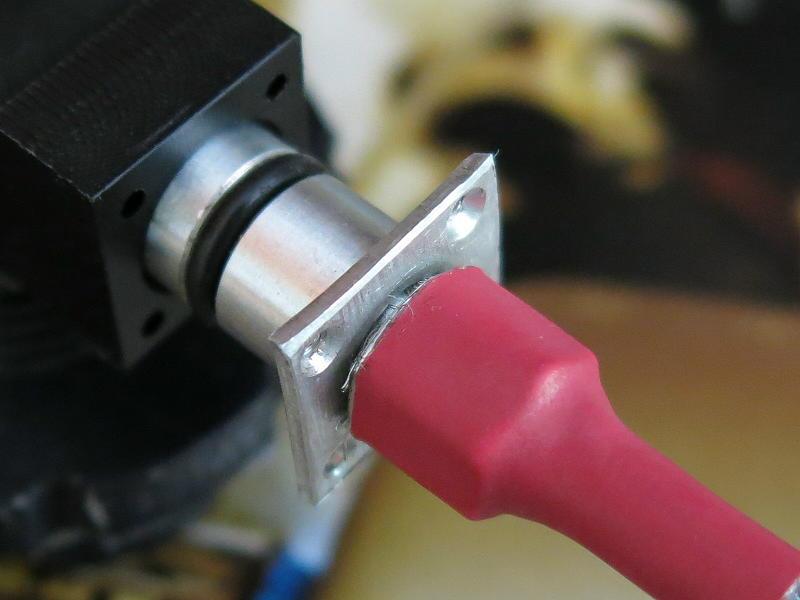
At the same time I had had stove problems on one of our 2-month-long walks along the European Pyrenees. I had been using brand name screw thread canisters with my much-loved Snow Peak GST-100 stove. The harsh jagged steel screw-thread was ripping off the brass thread in the stove, to the point where the stove would no longer reliably connect to the canister.

The result (the one on the right) was quite safe: the stove could not open the Lindal valve anymore, so no gas came out.
But that also meant no hot coffee or hot dinner that night. I had to buy a new stove at the next town if we wanted to eat. I could not find any light screw-thread stoves for sale in the little villages up in the mountains: I was lucky to find a rather lumpy and heavy Campingaz one. At least we ate again.
When we got home I decided ‘something had to be done’. The concept grew (of course): what I wanted was an MYOG canister connector able to handle screw-thread canisters, (French) Campingaz canisters and Coleman Powermax canisters. It would be convenient to be able to handle the screw-thread canisters anyhow; often the only canisters I could buy in the Pyrenees were Campingaz ones with their different connecton, and I still had a lot of those lovely Powermax canisters full of fuel at home. I quite emphatically did NOT want a screw thread connection again.
The obvious next step was to have a light flexible hose from the canister connector to the stove.

I did not want an axe-handle for a hose. If nothing else, I think those rigid hoses are dangerous.
Given my experience with the Brunton Stove Stand and the follow-on version, I saw no reason to have a great big pipe over the top of the burner for preheat. It may be required on an XGK stove burning kero (well, it IS required), but not on a stove burning butane/propane.
There was a lot of thinking, sketching and some experiments. Wonderful theoretical fun times. They are history now, but they did lead to the V1 Remote Inverted Canister Winter Stove. I had sorted out the canister connector and the hose by this stage, and I spent a LOT of time playing with different burner heads for this but I was never satisfied.

My impatience led me to use the burner head off a commercial stove instead.
I published some articles about this , and found that hordes of BPL readers wanted one. I had to do a bulk-buy of light Korean upright stoves direct from the manufacturer (100 off) for the production. I ended up selling well over 100 of them, and endearing myself to the local Post Office.
After that I returned to the problem of devising a burner head, and did a fair bit of development work. However, somehow I got diverted into the fascinating world of Vortex Burners. They are very different. After a lot of experimenting with splash plates, internal air flow and their interactions, I came up with V2 and then V3. I sold both of them.

Eventually, while cleaning up, I found the half-complete test units (burner heads) in the cupboard -sadly neglected and abandoned. They were better than I had remembered, so I returned to the idea of making my own. Obviously there were lots more experiments, leading eventually to V4.

It was not just the burner head that had to be developed, but also the stove legs or pot supports. However, I did retain the well-developed canister connector and hose.
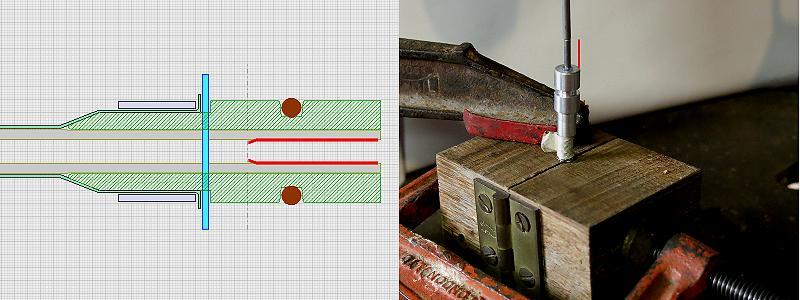
I make most of the parts for my stoves on my CNC machine

so I had to develop and test all the programs needed just to get one V4 stove ‘right’. Inevitably, that meant I had to make a small number V4 stoves with the final versions of the programs, just to confirm that they were ‘right’. However, once the V4 articles were published
[https://backpackinglight.com/diy-ultralight-remote-inverted-canister-winter-stove-version-4-part-1/]
[https://backpackinglight.com/diy-ultralight-remote-inverted-canister-winter-stove-version-4-part-2/]
my small existing stock was quickly snatched up. Despite my warning would-be customers that there would be a manufacturing delay before I could ship, they continued to send me money. Having accepted the money, I now had to make more stoves.
Then COVID hit, and readers were restricted to their homes. The supply of interesting Trip Reports and Gear Tests dried up. Life became rather boring and bland. So I thought there might be some
interest in a sort of blog describing how the V4 stoves are actually being made. Well, it would be better than staring at a blank wall. Hence, this ‘blog’. You can expect updates every few days as different parts are made, but there are no fixed dates.