What can go wrong with O-rings and plastics
I am going to digress slightly here to cover what was a bit of a puzzle at the time. It’s a detective story with an unexpected outcome. First, some background theory.
An O-ring is a thin bit of (usually) rubber fitted between a mating shaft or piston and the bore it goes into, to seal the gap. For instance, if there is liquid propane on one side of the O-ring and a naked flame on the other side, you don’t want any leaks. This applies of course to stoves. Equally, if you are driving a large backhoe around with a ton of soil in the bucket, held up in the air by hydraulic cylinders, you don’t want any leaks there either. I should add that the pressure in hydraulic systems is usually more than 10x that in a gas canister, say 8,000 psi. O-rings matter.

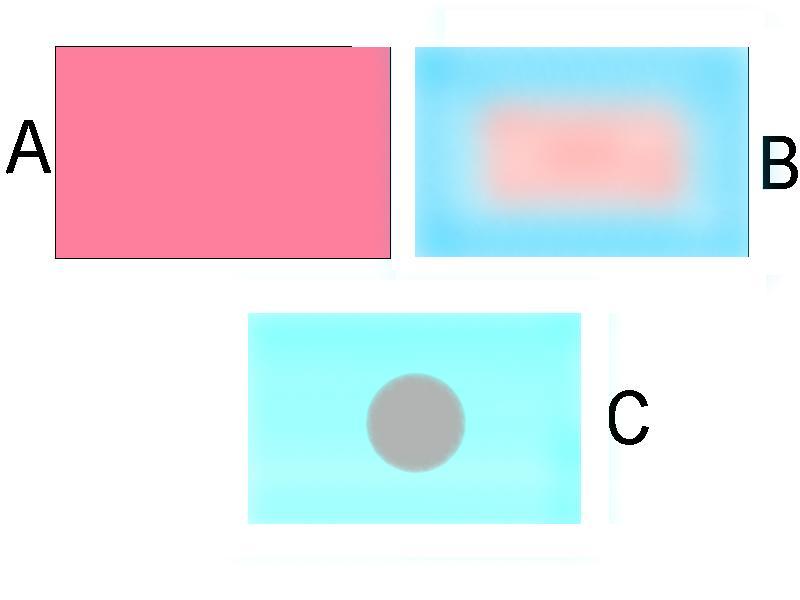
The O-ring sits in a groove (usually in the piston) and presses against both the inside of the groove and the bore. We often draw the O-ring as in case A above, but reality is that the top and bottom of the O-rings are flattened against the bottom of the groove (green) and the hole or bore it is in (blue). Note that this only shows one side of the groove and bore: imagine a centre line at the bottom. The O-ring is usually also pushed hard against one side of the groove by the pressure and this improves the seal.
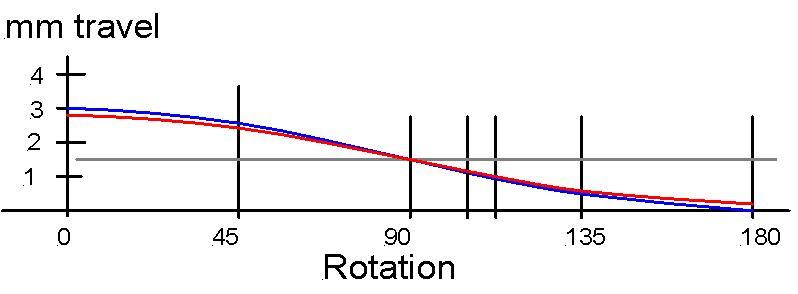
How much initial compression to use on the O-ring is critical here. There are all sorts of formulae available for this, and I have not found any which are easy to use or of much use. Let’s just say that for the 1.5 mm thick O-rings I use, initial compression (by diameter) of 0.2 – 0.3 mm (15 – 20%) is appropriate. But this is very complex.
Calculating what compression you need is arcane and obscure. O-ring manuals of 9 MByte size wax eloquent on every aspect of selection and design – except for this. Apparently, ‘it all depends’. You have to consider dimensional tolerances on the piston, the bore, the O-ring cross-section, the hardness of the O-ring, how much the O-ring is stretched in its groove, how much compression ‘set’ it has acquired … and more.
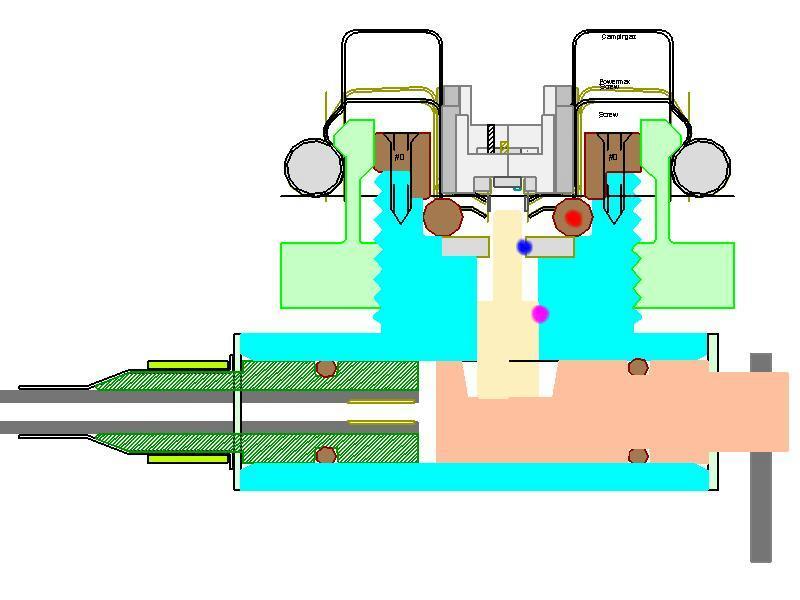
So typically the groove in the cam valve in my stove is about 5.60 mm diameter, while the bore is 8.00 mm. This gives a difference of 2.40 mm by diameter, or 1.2 mm by radius, compared to the 1.5 mm cross-section. This is usually enough to provide a seal, even with tolerances. Of course, all surfaces must be smooth, but that comes with the manufacture.
A problem is found
So I was a bit surprised to find a canister connector leaking at the valve in a routine lab test. Then a customer reported the same problem, and more recently a second customer also found a leak. How? This is where we go forensic.
I stripped down the leaking unit I had and began to check it carefully. To my amazement, I found that the main bore through the acetal connector, which had been carefully reamed out to 8.00 mm, +/- 0.05 mm or closer, was now about 8.15 mm. Now a drift of 0.05 mm would be a bit big, but 0.15 mm was incredible. Unfortunately it was real. How?
To explain this we have to look into the manufacture of slabs of acetal. They are cast when hot (case A, ‘red hot’, >168 C), and allowed to cool down. (That simple sentence hides a LOT of complexity, but no matter.) While cooling the whole lot it will of course shrink a bit: everything does. Acetal has a coefficient of thermal expansion of about 9.7 x 10^-5 per C. Provided this cooling is done to spec, all is well. In special cases the slab can be warmed up and held at an elevated temperature for a while, so that everything relaxes and equalises. This can be called ‘tempering’.
However, sometimes things get confused in the factory and material is shipped before it has been properly tempered. What you get then is a slab or a strip which has cooled on the outside to a stable state (case B, blue outer), but which did so while the inside was still hot and expanded (pink). Then the inside cools down while it is sitting on MY shelf, and you get internal tension. This is not stable.
So I drill a hole through the middle and ream it to 8.00 mm diameter (dark spot in middle of case C). But the tension in the material is still there, and the material slowly relaxes, by pulling the insides towards the outside shell. The hole grows. The O-ring seal begins to fail as the ‘squeeze’ is lost. Aaarrrgghh is a suitable comment.
A solution
If the hole had shrunk I coud ream it out, but I cannot add material inside an oversized hole. Nor can I pad the bottom of the O-ring groove out and retain the seal – and yes, I did try. The ‘cure’ only lasted for a very short time.
Ah, but if the 1.5 mm cross-section (CS) is no longer fat enough to seal, can I find a fatter O-ring? Well, not from any standard main-street supplier, but I found a company which not only made their own O-rings, but had dealt with this problem before. They carried O-rings just slightly larger than 5.0 ID x 1.5 CS for this very purpose: 5.1 mm ID x 1.6 mm CS.
I bought some, tested them, and the problem was solved. I had a bit of a moan at the plastic supplier, who conceded my diagnosis and replaced the material with properly tempered stuff.
Update Notice
If you have one of my stoves and the main bore at the canister connector may be leaking, then two steps are needed. First, immerse the whole stove in water with the needle valve shut and the Lindal valve OPEN and see if there are any bubbles appearing at either end of the main bore. Then, if there are bubbles, contact me and I will send you replacement O-rings at no charge.