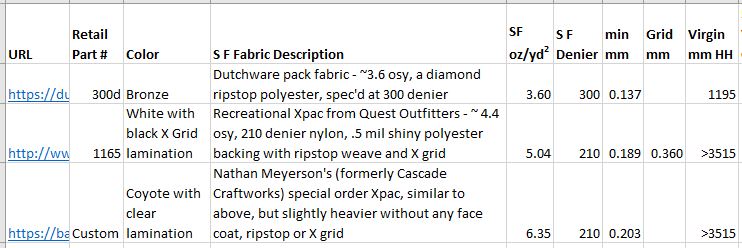
Sam Farrington sent me three different pack fabrics to test for water resistance when new and when wet flex aged. One of the three fabrics failed its virgin HH test at 1195 mm HH and the other two tested >3515 mm HH. In order to get separation between the two remaining contenders I will begin an extended wet-flex test and post the results to this thread when there is a clear winner. A summary of the initial characteristics are as follows:
The label that same attached to each fabric and their respective micrographs are as follows:
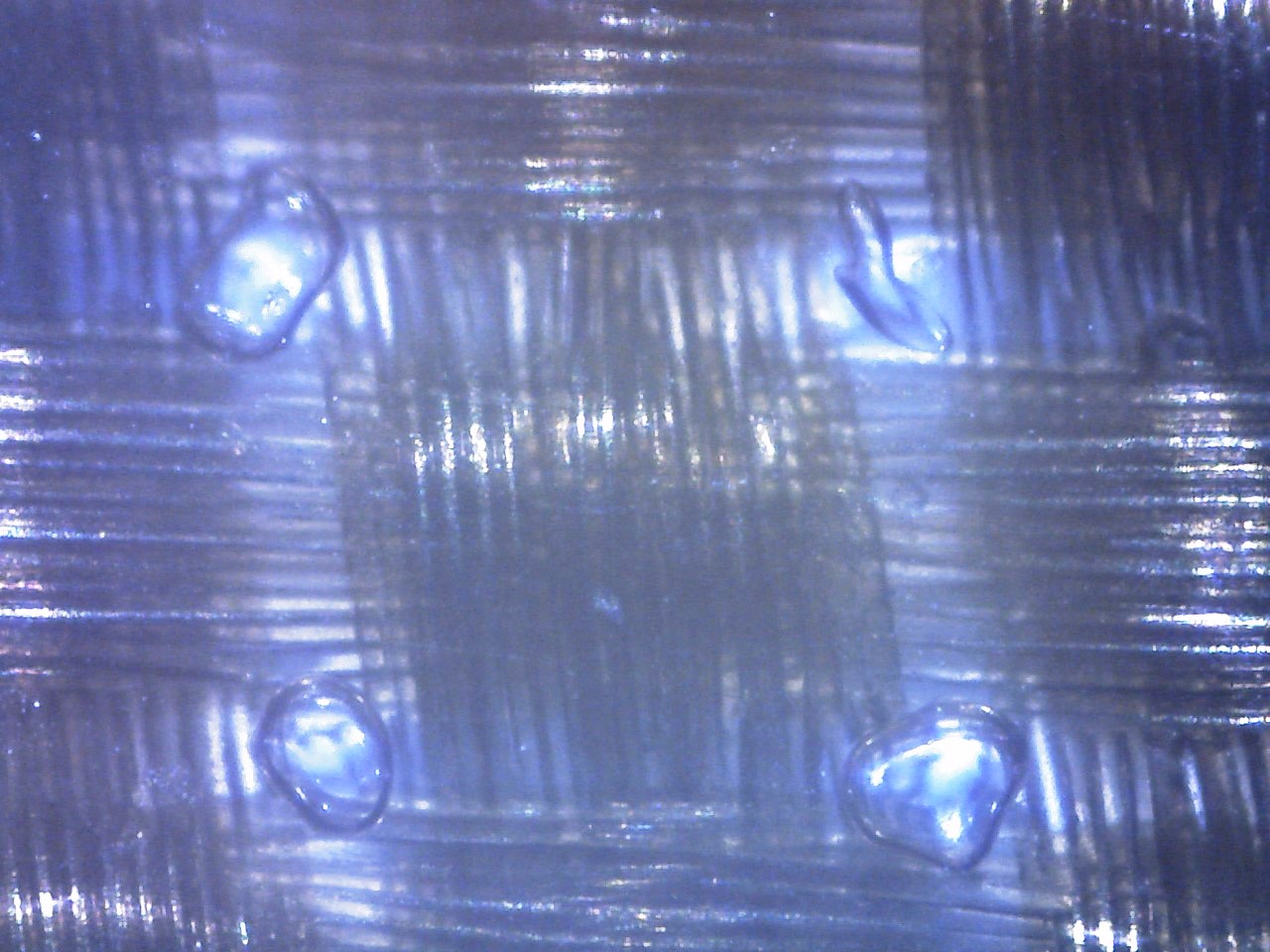
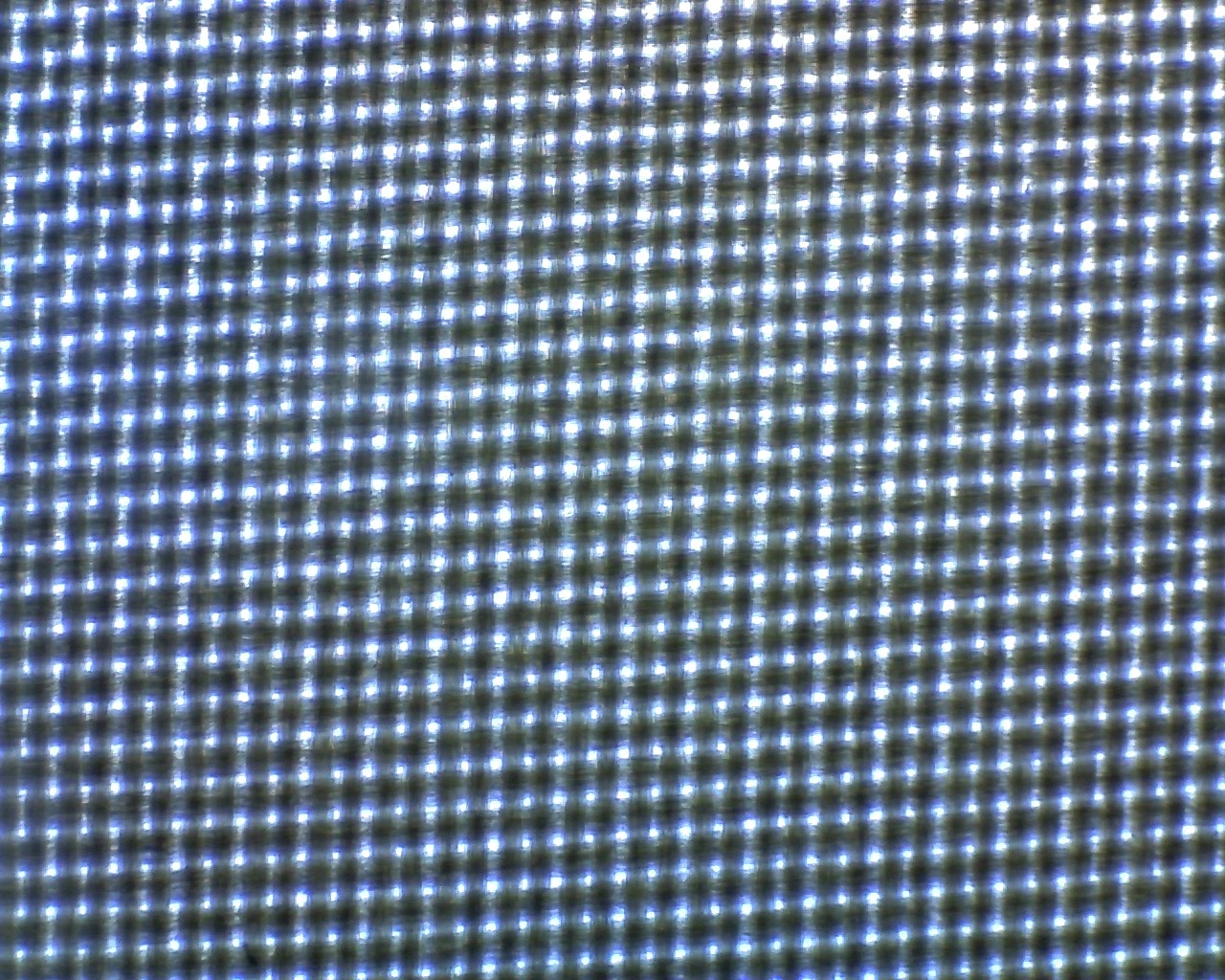
Dutchware pack fabric – ~3.6 osy, a diamond ripstop polyester, spec’d at 300 denier
20 mm FOV
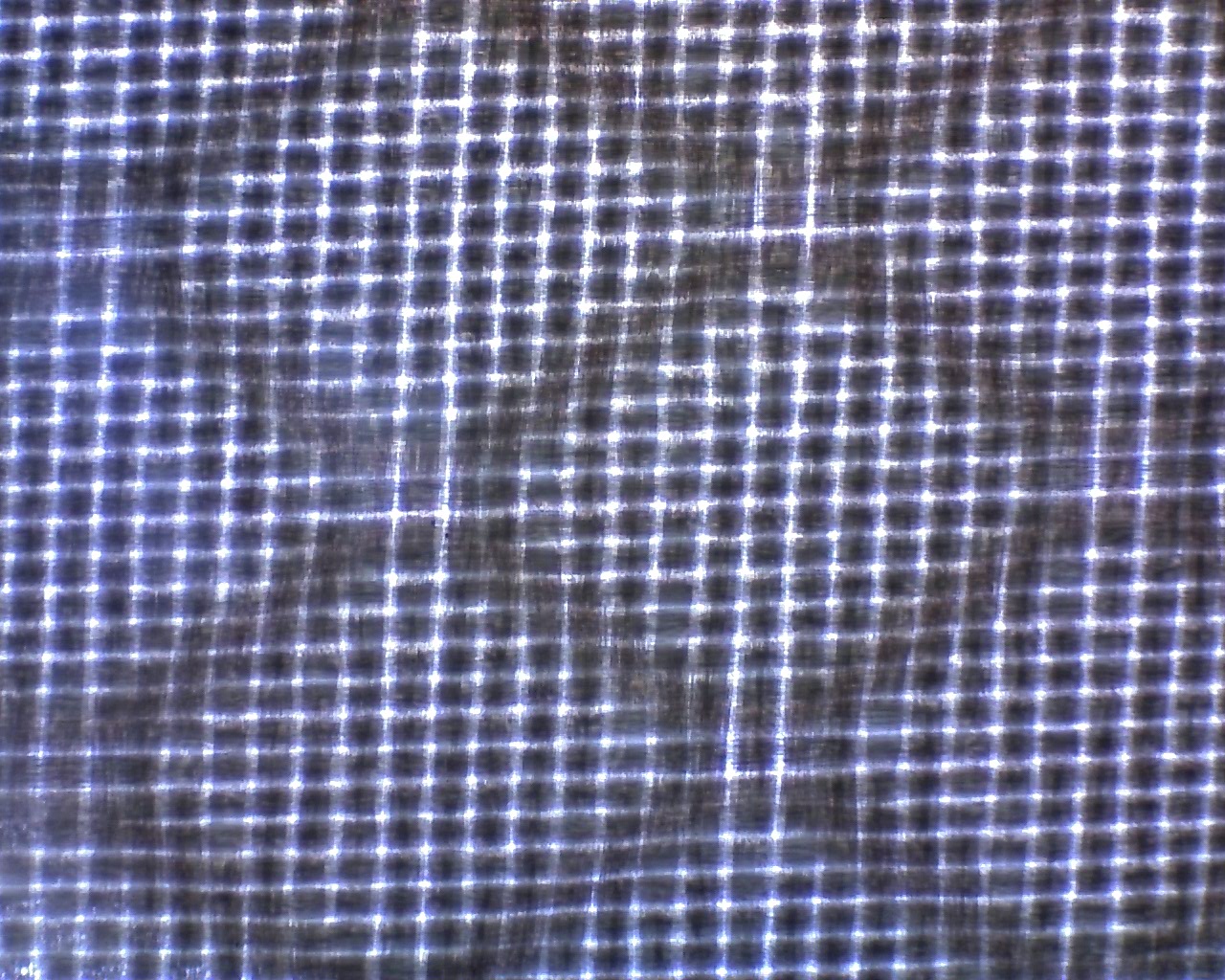
5mm FOV

1.4mm FOV

Recreational Xpac from Quest Outfitters – ~ 4.4 osy, 210 denier nylon, .5 mil shiny polyester backing with ripstop weave and X grid
20 mm FOV

5mm FOV

1.4mm FOV

Nathan Meyerson’s (formerly Cascade Craftworks) special order Xpac, similar to above, but slightly heavier without any face coat, ripstop or X grid
20mm FOV
5mm FOV
1.4mm FOV

20mm FOV