Just to add to what Jon has said, the octagonal tipi shape is quite awesome in wind. I’m a sucker for octagonal tipis. I have five of them, all made by Chinese companies. Eight has special significance in Taoism, but the other reason these companies favor octagonal tipis is that they are using them on the Himalayan plateau.
Aside from the DCF tipi pictured above, the others I have are all in 20d silnylon that I do not think is of the same quality used by promiment mid makers. Nevertheless, these tipis are rock solid in wind. In addition, as I’ve mentioned before, these octagonal tipis with their inferior silnylon are the only sil shelters I’ve seen that do not sag when wet and cold.
This, I believe, is why: I think radial symmetry in a cone shape (a tipi, in other words) increases circumferential tension. In other words, the more obtuse the corners are on a mid, the better tension transfers from one panel to the next, circumferentially. Kevin Timm from Seek Outside once wrote on this forum that he’s noticed that the greater the number of panels a mid has, the less need it has for cat cuts.
So these 8-sided mids don’t really need cat cuts, but if they are present it becomes even easier to get the panels super taut. And the key to getting woven fabrics taut is to stretch them on the bias. I think cat cut tipis stretch the bias extremely, to the point that the fabric may be a bit overstretched. So when you add cold and wet, the fabric might (must?) sag, but that sag isn’t even noticeable becauese the fabric was under so much tension before the temp/humidity change. Anyway, that’s what I think is going on (and I’m leaning on the Farrington hypothesis.)
But because this design stretches the biases of the fabric so naturally well, it is maybe the best design for silnylon and maybe the worst design for DCF. With the currently available DCF, which is stable in only two direction and almost begging to deform in all other directions, a design that tensions the bias really well is really a design that deforms panels really well. But I have not owned my DCF tipi for that long; maybe it will hold its shape OK.
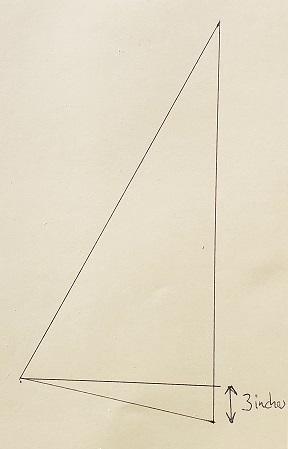
But one thing is certain: this design would be a bomb shelter made with high bias DCF. It would be very easy to get extreme tension on the panels, and as you can see in the photo Jon posted, when the tent is tensioned well, it pulls into a cone shape that spills the wind extremely well. So super-aerodynamic with super stiff fabric that is NOT prone to deformation. I guess we can only hope. Or mobilize market pressure.
Jerry, the vertical lines you see in Jon’s tent are a feature of the DCF fabric. You’ll see them on all DCF tents. Sometimes they are vertical, sometimes horizontal – just depends on how the maker cuts and orients the panels. I think they are areas of increased Dyneema strand density, but I don’t know their function. They are not seams.
Obviously, single pole tipis are no good in terms of volume/footprint or headroom/footprint. A round shape is ill-suited, generally, to lying rectangular hominid bodies. Dan’s X-Mid is far superior in terms of livability, comfort, dry entry, etc., etc.
But the Jumperhome Studio Mountain House 2p might have been the most wind-worthy ultralight shelter ever made.