“Being able to seal seems with tape is usually given as the reason why many tent companies prefer PU-coated fabrics. One can’t help but wonder if PU coatings also allow them to use cheaper fabrics as well. If so, this is a lose, lose for the consumer: the inferior fabrics might have poor tear strength to begin with, and then the PU coatings weaken that further. Maybe I’m coming to incorrect conclusions, but the high-HH sil/sil fabrics being used by companies like Tarptent and MLD (and sold by RBTR in their MTN line) really look like high quality coated fabrics in comparison…”
I caution you about this theory (that companies are using PU to shave costs to the determent of the product). Companies do cut costs in many ways, but it’s also easy to make the argument “they’re secretly cutting costs” for almost any topic and thus lose sight of more the more interesting variables involved. And I don’t think this theory has merit here because it’s probably not lower cost.
Seam taping is really expensive and frankly hard to justify as a tent company because it adds a lot of cost AND makes the tent look heavier next to competitors that don’t seam tape (e.g. when people compare tents online they rarely factor in the cost/weight of user seam sealing). IMO, a much larger temptation is to skip the seam taping to cut $10 or so in costs off the product, and also be able to boast a lighter weight spec. But seam taping is better than user seam sealing IMO (more professional, more reliable) and saves the user cost and hassle, which is why we do it.
I don’t know the costs each company bears, but as far as I can tell the cost of seam taping is much more substantial than the cost difference between sil/sil and sil/PU. Sometimes it seems that sil/sil is more expensive, but other times using two different coatings costs more because with different coatings it becomes very sensitive how deeply you impregnate them (so they don’t interfere with each other). Even if sil/sil does cost more, I can’t see anyone saving an appealing amount of money by opting for sil/PU and then paying an extra $10 or so to seam tape. Maybe you could save money with a sil/PU AND not seam taping, but mostly because of the no seam taping.
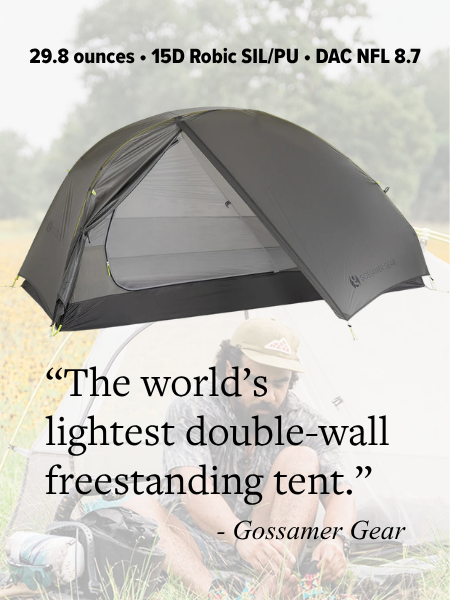
Sil/sil has historically been a good way to go because it’s strong and durable (doesn’t degrade) but with the caveats that it can’t be seam taped (aside from Roger’s exotic method) and can make a floor awkwardly slippery. There’s a good argument to be made for sil/sil over sil/PU when the PU is traditional PU that does cost a lot of strength and does degrade (hydrolysis) over time. But modern PU coatings (aka PEU or PE) are way better than traditional PU in both counts. They largely eliminate hydrolysis and they can actually increase tear strength like sil does. Perhaps not quite as much as sil, but you can get very close in tear strength and equal in other metrics (abrasion, puncturing) while being non-slippery and able to seam tape. That the reason we use sil/PEU + seam tape, and I expect the same is true for companies like Gossamer Gear that do the same.
I’d sum it up like this:
– If a company is using sil + traditional PU and not seam taping, they are quite likely just cutting costs.
– If a company is using sil/sil and not seam taping, they might be cutting costs but may also (1) be doing it for an advantage in tear strength, or (2) previously had an advantage in tear strength in years past before newer PEUs came out and haven’t switched because switching fabrics is a major hassle/risk and if they’re a smaller shop they don’t have the machine to seam tape anyways.
– If a company is using sil/PEU (modern PU) and seam taping, they likely have the highest costs and are likely choosing these materials for performance/user friendliness reasons (good tear strength, able to seam tape, non-slip, good longevity).