
Dissatisfied with what was commercially available at the time, I have been working on the design of ultralight winter stove system since 2007, and have settled on a remote canister winter stove system. (OK, OK, a bit obsessive, but so what?) The design required several novel features including versatility, functionality, and safety. These features were explained in a whole series of articles. I ended up with a limited commercial production and sold about 115 of them, mostly to BPL members, but over a surprisingly global range.
But the result of all that work on so many variations was just one design. There were so much unused data and so many incomplete designs that the variations were just begging to be followed through. Having sold so many of the first design, and now having some spare time, I started looking at some of my unused designs. But I did not want just to make another very similar stove as the last one; where's the fun in that?
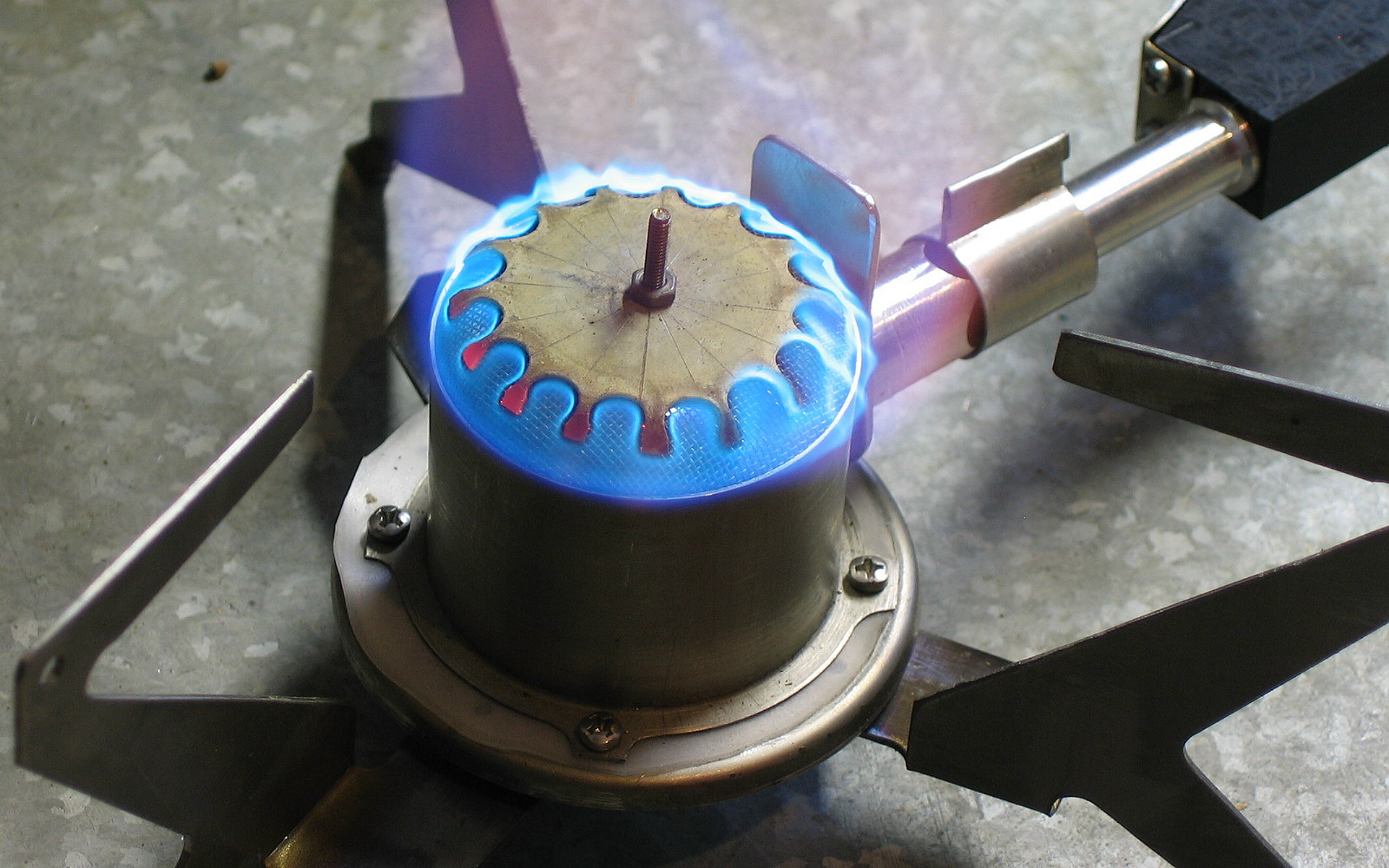
So I deliberately started down a different track for a very different stove: a Vortex Burner stove. Part 1 of this series will cover the background theory (it does matter) and highlight some successes and some unsolved problems. Subsequent parts will work though some practical realities, with the goal of a UL MYOG remote-canister Vortex Burner winter stove. There may be blind alleys along the way, but we will get there.
Successes
My Winter Stove V1 design met most of my essential goals (and met them very well I think):
- Liquid Feed for winter use: remote inverted canister
- Gas Valving (rather than liquid valving) for decent and fast control
- Safety: a (separate) fast shut-off valve at the canister
- Lightweight: the final weight for that stove was 3 oz. (86 g)
- Canister Flexibility: take screw-thread, Campingaz and Coleman Powermax canisters
- Manufacturable (by me)
- The stove works well in the snow
Read on to hear the whole story!
Article Outline
- Introduction
- Successes
- Vortex Burners: The Whats and the Whys
- Early Vortex Burner Stove Designs
- Critical Preliminary Experiments
- Summary so far
# of Photos: 13; Word Count: 5000
Member Exclusive
A Premium or Unlimited Membership* is required to view the rest of this article.
* A Basic Membership is required to view Member Q&A events

Discussion
Become a member to post in the forums.
Companion forum thread to: DIY Backpacking Stove: An Ultralight Vortex Burner (Part 1- Background and Theory)
In part 1, Roger Caffin explores the theory behind using a vortex burner as a solution for an ultralight winter stove system.
And the good Sheriff Caffin rides again!
More stoves, more stoves, gotta have more stoves …
Cheers
Good show. Damn good show.
So as a Caffin Stove happy camper, I need to ask what is the end game of this Vortex design? Fuel efficiency, play nice with bigger pots, audible noise feedback, or just fun with stoves?
What an interesting question!
Well … it did start partly with an itch about 100% MYOG, and the aesthetics of it all – as discussed at some length in this Part 1. It was ‘unfinished business’ as it were.
But as I mention right at the end – having established that I could make a good Vortex burner using the 38 mm Ti tube I had, it naturally followed that I should make some. If the logic here is not obvious, then it can’t be explained. :-) I guess that could be ‘just fun with stoves’.
Good fuel efficiency depends on complete combustion and good heat transfer into the pot. Most canister stoves can do that if you don’t run them flat out. Really fast boil time means a slightly lower efficiency.
Play nice with bigger pots – yeah, as a secondary goal, not a primary goal.
Noisy operation – no, that was never a significant factor. It just happens with the Vortex design.
Cheers
Fascinating stuff Roger, looking forward to the rest.
One thought – if the vortex chamber is red hot then it is well above the Draper point and all that heat wants to go somewhere!
cheers
Hi Stuart
Oh definitely – well above. It GLOWS!
A lot of the heat goes upwards of course, hitting the bottom of the pot. This is good. Some of the heat goes sideways, and a bit of that can warm the canister. Within obvious limits, that too is useful, especially in real cold weather.
Anyhow, more to come.
Cheers
Nice read, Looking forward to the rest of this epic mission!
Hi Ebbo
Thanks. The rest is coming.
Cheers
I loved the thorough explanation of the design process. Really gives an engineers perspective on designing something. Really cool. My questions about the whole project is weight. Beyond the aesthetics of a Caffin design, and the coolness of being released on BPL, is there really that much of a weight savings with this Caffin Vortex? In the end my bottom line is always weight, and I kept wondering if the weight savings is truly worth the effort. Sometimes its worth doing it just to do it, I agree, and I’m supportive of any MYOG no matter what, but the weight question comes to me generally.
Hi Josh
Ah well, you have to compare the weight of my finished stove with the weight of a commercial vortex stove to answer that. We haven’t got that far yet … :-), so I will simply say (at this stage) that I found the weight savings huge.
There were several other reasons for doing it: the ‘universal’ canister connector was a big one for me, to handle trips around the world. That was covered in the previous series. The dual valving for better control was another. A better pot support for big pots was yet another – that has yet to appear.
But do I really need a huge business ROI case to ‘follow my nose’ here? I am a career research physicist, with a severe case of ‘need to know’. As I am retired, I have the time (and facilities) to fill that need. :) :) :)
Cheers
Love it Roger…sorry for the delay…out camping much of June…
Hi James
Thanks. Now read Part2 !It’s been great fun – better than the past week which has seen me repairing the rusted gal roof on my 100 year old barn/workshop.
Cheers
Become a member to post in the forums.