
Trust Disclosures
![]()
- Funding Disclosure: Arc’teryx provided financial support and product samples to underwrite the development of this report.
- Editorial Independence: Backpacking Light and the author retained full editorial control over this content, including all ideation, research, analysis and conclusions with no influence from Arc’teryx.
- Affiliate Links: This article contains affiliate links to Arc’teryx.
View the GearTrust Audit Report (PDF) for this article.
Backpacking Light does not accept financial compensation for product placements in editorial reviews. When we accept funding to underwrite non-review technical reporting or education, we fully disclose funding sources, retain full editorial control, and develop the content without brand influence, review, or approval. We do not accept financial compensation for brand-directed (sponsored) “advertorial” content. Learn more about Backpacking Light Trust Standards.
I. Introduction: The Role of Material and Manufacturing Innovation in Ultralight Backpack Design
Ultralight backpack design balances weight with material durability, load-bearing structural integrity, and user-accessible functionality. Stripping away weight without compromising the performance a backpack needs to survive harsh alpine environments or the rigors of long-distance travel is no small engineering feat. We explored these ideas during Trail Days Online 2025 in pack designer Pete Hill’s presentation, Punching the Paper Bag: Evolving the Ultralight Backpack Vernacular.
For decades, this challenge has driven steady progress. We’ve seen fabrics evolve from basic nylons to high-tenacity weaves like Robic, and eventually to composite laminates such as Dyneema Composite Fabrics. Each step forward reduced weight while pushing the limits of what backpack fabrics could endure. But material advancements only tell part of the story. A fabric’s potential is limited by how it’s assembled – whether stitched, taped, bonded, or fused – and those manufacturing methods have evolved alongside the materials themselves.
In ultralight pack design today, material science and manufacturing innovation are inseparable. A stronger fabric demands construction techniques capable of handling its unique properties. And new construction methods, in turn, open the door to materials that previously couldn’t be used in a functional backpack. This interdependence is shaping the future of ultralight pack engineering.
In this article, I take a technical look at some of the recent advances in ultralight pack materials and construction. As a case study, I’ll explore the Arc’teryx Alpha SL 30, a 30-liter alpine climbing pack built with Aluula Graflyte – a molecular-bonded UHMWPE laminate – and manufactured using a proprietary fusion process. By examining this pack’s design, materials, and assembly within the broader landscape of material and manufacturing innovation, we’ll discover the engineering trade-offs, benefits, and limitations that come with pushing the boundaries of pack design at the limits of ultralight.

Table of Contents • Note: if this is a members-only article, some sections may only be available to Premium or Unlimited Members.
- I. Introduction: The Role of Material and Manufacturing Innovation in Ultralight Backpack Design
- II. Advances in Ultralight Backpack Materials: A Comparative Review
- Table 1. Adhesive lamination vs. molecular bonding.
- Table 2. Comparative summary of modern backpack fabrics.
- III. Innovations in Manufacturing and Construction Techniques
- IV. Load Carriage
- V. Usability Considerations in Ultralight Backpack Design
- VI. Pack Access Strategies and Cold-Weather Usability
- VI. Case Study: The Arc’teryx Alpha SL 30
- Table 3. Product comparison - load carriage testing.
- VII. Conclusion: Balancing Innovation with Practicality in Ultralight Pack Engineering
- VIII. References
II. Advances in Ultralight Backpack Materials: A Comparative Review
Comparative Properties of Modern Ultralight Pack Fabrics
The technical performance of an ultralight backpack is inextricably tied to the properties of the fabric used in its construction. Historically, pack fabrics evolved from high-denier woven nylons toward lighter, stronger alternatives as material science advanced. Over the past 20 years, the development of laminates and composites incorporating ultra-high-molecular-weight polyethylene (UHMWPE) has significantly expanded the design space for ultralight packs, enabling improvements in tensile strength, tear resistance, and water resistance at reduced weights.
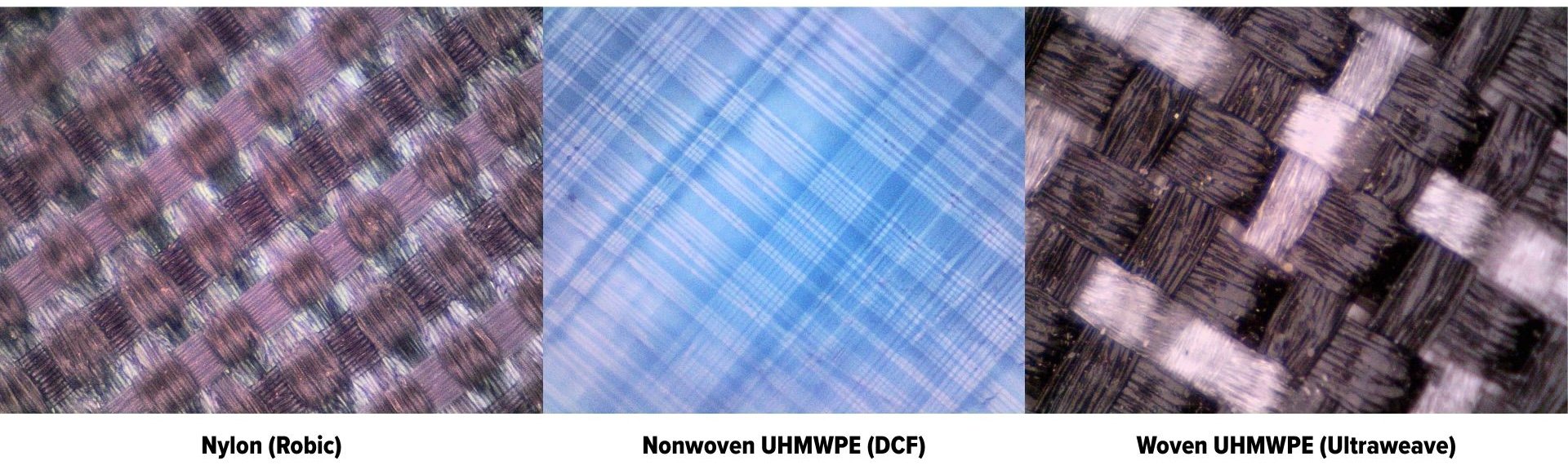
Today, four fabrics represent the dominant paradigms in ultralight backpack material engineering: high-tenacity nylon (e.g., Robic), nonwoven UHMWPE (e.g., Dyneema Composite Fabrics), woven UHMWPE face laminates (e.g., Challenge Ultra), and molecularly-bonded UHMWPE laminates (e.g., Aluula Graflyte). Each reflects a distinct approach in both material composition and structural engineering.
1. High-Tenacity Woven Nylon
Robic is one of the better-known high-tenacity woven nylon fabrics used in ultralight backpacks. Robic fabrics are constructed from high-tenacity nylon yarns woven in a plain or ripstop pattern. The strength of Robic derives from the inherent tensile properties of the nylon polymer, the denier of the yarns, the density of the weave, and reinforcement patterns like ripstop grids.
Robic fabrics are typically coated with polyurethane (PU) or thermoplastic polyurethane (TPU) on the interior to provide water resistance, and finished with a durable water repellent (DWR) on the exterior to mitigate surface wetting. However, the coatings are susceptible to degradation from hydrolysis and ultraviolet (UV) exposure over time, resulting in diminished water resistance and fabric integrity in long-term use.
Robic’s woven construction offers relatively high abrasion resistance compared to nonwoven composites, particularly in sliding abrasion contexts. However, tear resistance is inherently limited by the nylon’s molecular structure and the woven architecture, requiring reinforcement grids to inhibit tear propagation.
2. Nonwoven UHMWPE
Dyneema Composite Fabrics (formerly known as Cuben Fiber) are constructed by sandwiching a grid of UHMWPE fibers between thin polyester (PET) film layers. The UHMWPE fibers provide tensile and tear strength, while the PET films contribute structural cohesion, waterproofness, and puncture resistance.
DCF is inherently nonwoven; the primary load path follows the fiber grid orientation, resulting in anisotropic strength characteristics – higher strength along fiber axes, lower strength off-axis. The laminated films protect the fibers but are prone to abrasion, creasing damage, plasticity puckering, and eventual delamination at stress points or fold lines.
Tear propagation resistance is generally good due to the UHMWPE fibers, but if the fiber grid is compromised, tears can rapidly propagate along film interfaces. Seam construction with DCF often avoids stitching to minimize film perforation, instead using pressure-sensitive adhesive (PSA) bonding and tape for assembly.
Nonwoven UHMWPE fabrics are used primarily in the manufacture of shelters, although heavier variants are used in cottage-industry ultralight backpacks, for the purpose of saving weight (and the expense of long-term durability). In some hybrid approaches, plain-weave polyester is laminated to a DCF matrix to improve tensile stabilization, puncture, and abrasion resistance. Even higher strength can be achieved (at the expense of extremely high cost) by replacing woven polyester with woven UHMWPE (discussed next).
3. Woven UHMWPE Face Laminates
Challenge Ultra represents a hybrid material approach: it combines a woven UHMWPE face fabric laminated to a PET film backing layer (“Ultraweave”). This construction improves abrasion resistance over nonwoven laminates by exposing a woven UHMWPE layer as the exterior surface, leveraging UHMWPE’s high abrasion resistance and cut resistance at the yarn level.
Unlike nonwoven UHMWPE, which relies solely on a laid grid of fibers, Ultra’s woven face provides a more isotropic strength profile and improved resistance to delamination from surface abrasion. The PET film contributes water resistance and structural stiffness to the laminate.
Tear resistance is enhanced by both the inherent strength of UHMWPE yarns and the woven reinforcement, reducing the likelihood of catastrophic tear propagation even if yarns are severed.
4. Molecularly Bonded UHMWPE Laminate
Aluula Graflyte represents a newer material category utilizing molecular bonding techniques rather than adhesive laminations. The fabric consists of multiple UHMWPE-based polymer film layers fused at the molecular level, creating a laminate structure with significantly higher interlaminar peel strength than adhesive-based composites.
Where traditional laminates rely on an adhesive layer to hold fibers and films together, Aluula Graflyte bonds its layers at the molecular level, effectively fusing them into a continuous material. This eliminates a known weak point in adhesive laminates – the glue interface – resulting in higher peel strength and less risk of delamination under flex and abrasion.
Table 1. Adhesive lamination vs. molecular bonding.
| Feature | Adhesive Lamination | Molecular Bonding |
|---|---|---|
| Bond agent | Separate adhesive layer | No adhesive; direct polymer bond |
| Interface mechanism | Mechanical + limited chemical adhesion | Polymer chain interdiffusion |
| Peel strength | Limited by adhesive properties | Significantly higher (no glue layer to fail) |
| Delamination risk | Higher (adhesive failure possible) | Lower (molecular interface stronger) |
| Repair compatibility | Compatible with adhesives/tapes | Requires proprietary bonding |
| Manufacturing complexity | Well-established industrial process | Proprietary, specialized equipment |
This molecular bonding process is proprietary, producing a composite material reportedly achieving higher tensile strength, tear resistance, and abrasion durability per unit weight compared to traditional laminates. Aluula Graflyte is a 3-layer laminate that claims increased flexibility, puncture resistance, and reduced seam failure due to the elimination of adhesive delamination interfaces.
Comparative Summary
Each of these materials reflects a distinct engineering approach to resolving the competing demands of strength, tear resistance, abrasion durability, water resistance, and weight efficiency in ultralight pack design. The following table summarizes key mechanical properties reported by manufacturers and independent lab testing where available.
Table 2. Comparative summary of modern backpack fabrics.
| Property | Robic (High-Tenacity Nylon) | Dyneema Composite Fabrics (DCF) | Challenge Ultra | Aluula Graflyte |
|---|---|---|---|---|
| Material Type | Woven nylon 6 or 6,6 | UHMWPE fiber grid laminated in PET film | Woven UHMWPE face laminated to PET film | Molecularly bonded UHMWPE laminate |
| Fabric Construction | Woven with ripstop reinforcement | Nonwoven grid sandwiched in adhesive laminate | Woven UHMWPE laminated to backing film | Multi-layer polymer fusion without adhesive |
| Weight (g/m²), typ. | 150–200 | 99 | 132 | 78–110 |
| Tensile Strength (warp/fill) | ~1200 N / ~1000 N | ~3200 N / ~2500 N | ~3600 N / ~3100 N | ~4000+ N (est.) |
| Tear Strength | ~50–70 N | ~90–120 N | ~160–190 N | ~180–220 N (est.) |
| Abrasion Resistance (Martindale) | ~500–700 cycles | ~200–300 cycles | ~800–1000 cycles | ~1200–1500 cycles (est.) |
| Water Resistance | Moderate | Very High | High | Very high |
| UV Resistance | Moderate | High | Very high | Very high |
| Seam Construction Compatibility | Sewn + heat seam tape | Sewing ok but must be accompanied by PSA tape or bonded seams | Sewn + heat seam tape | Fusion bonding |
| Delamination Risk | None (no laminate) but coatings hydrolyze after use | Moderate (adhesive layer failure possible) | Low (improved adhesive bonding) | Very low (molecular bond) |
| Repairability | Easy to sew, re-tape | Patchable with adhesive patches or PSA | Patchable with seam tape/adhesive | Requires proprietary patch/bond system |
| Flex Fatigue Resistance | Excellent | Moderate | Good | Excellent |
| Surface Abrasion Vulnerability | Good | Fair (PET film exposure) | Very good (woven UHMWPE face) | Excellent (polymer composite face) |
The differences in material properties carry direct implications for seam construction methods, repairability, and long-term durability in field conditions. Some fabrics constrain designers to adhesive bonding or require specialized seam treatments; others enable conventional stitching at the cost of water ingress or structural weakening over time.
III. Innovations in Manufacturing and Construction Techniques
From Sewing to Molecular Bonding: The Evolution of Seam Construction
Advances in ultralight backpack design have not been driven by material science alone. As fabrics have evolved – incorporating higher-strength fibers, laminates, and composites – so too have the manufacturing techniques required to assemble them into functional load-bearing structures. The properties of emerging fabrics, especially those utilizing ultrahigh molecular weight polyethylene (UHMWPE), have challenged traditional construction methods, pushing the industry toward new approaches in seam engineering.
For decades, sewing was the default method for joining backpack panels. Stitching remains compatible with most woven fabrics, including high-tenacity nylons like Robic, where the needle perforations do not significantly compromise the material’s integrity. Sewn seams are easy to produce, highly repairable in the field, and compatible with conventional seam tapes when coatings are present to facilitate adhesion. However, stitching inherently introduces vulnerability in laminated or composite fabrics: every needle hole creates a potential failure point for water ingress and mechanical stress concentration.
To address these limitations, seam taping became widely adopted alongside adhesive lamination techniques. Taped seams provide a barrier to moisture penetration and reduce the exposure of underlying adhesive layers to environmental degradation. Adhesive bonding (using pressure-sensitive adhesives or heat-activated films) allows for stitch-free construction in fabrics like Dyneema Composite Fabrics (DCF), avoiding perforation of the laminate films. However, adhesive bonds depend on the strength of the adhesive layer and its adhesion to low-surface-energy polymers like UHMWPE – an inherently challenging interface. Over time, adhesive bonds are susceptible to peel failure, especially under repeated flexing or high peel stresses at curved or load-bearing seams. Manufacturers address this most commonly by combining both conventional stitching and seam taping. We explored seam construction in our interviews with backpack and shelter manufacturers in an episode of the Backpacking Light Podcast.
Recent innovations have introduced molecular bonding as an alternative to adhesive lamination. In this process, polymer layers are fused at the molecular level without a separate adhesive layer, creating a continuous bond between laminates. Molecular bonding increases interlayer peel strength and mitigates delamination risk associated with adhesive failure. This approach also eliminates the need for seam tapes because the fused interface acts as an integral structural element. However, molecular bonding requires proprietary manufacturing equipment, specialized bonding conditions, and limits options for in-field repair or modification.
Each construction method carries distinct implications for seam strength, weight, waterproofness, and maintainability:
- Sewn seams offer field reparability and simplicity but introduce perforation-based vulnerabilities in laminate fabrics.
- Taped seams reduce water ingress risk but add weight, bulk, and dependency on coating durability.
- Adhesive bonding eliminates perforations but relies on adhesive longevity and compatibility with low-energy polymers.
- Molecular bonding increases peel strength and structural continuity but requires specialized production methods and limits repair options to manufacturer-controlled systems.
The trajectory from stitching to taping, bonding, and now molecular fusion reflects a broader shift in ultralight pack design: the move toward integrating material and construction innovation into a unified engineering solution. As fabrics become more specialized, the construction methods to assemble them will evolve in parallel, with some moving beyond techniques accessible to small manufacturers or field-based repairs.

When examining the failures of heat- or adhesive-taped seams more closely, two primary modes of failure are apparent. First, inadequate bonding of the seam edge to the main fabric creates an intrusion point for water and dirt, resulting in glue degradation and eventual tape peeling. Second, repeated mechanical action creates cyclic fatigue of tape glues, resulting in tape delamination. With fusion-bonded seams, there is no distinct edge (see photo above), and molecular bonding (fusion) between the tape and the fabric creates no intrusion points for water or dirt. In addition, fusion-bonded seams don’t seem to be subject to mechanical failure – there are no glues to become brittle or fatigued.
IV. Load Carriage
Load carriage remains one of the most significant engineering challenges in ultralight backpack design. The goal is to transfer weight efficiently to the body while maintaining comfort, stability, and freedom of movement – all while minimizing pack weight. In ultralight design, this balance is difficult to achieve without sacrificing structural support or durability.
Frameless backpacks have long been a cornerstone of ultralight philosophy. By eliminating rigid frame elements, designers reduce weight, complexity, and manufacturing costs. In some contexts (e.g., alpine climbing and fastpacking), rigid frame elements can hinder freedom of movement, creating discomfort or energy loss for the user during sustained periods of high-exertion activities with large ranges of body motion.
In a frameless pack, the structure depends largely on the stiffness of the pack’s fabrics, back panel padding, and the user’s ability to pack contents strategically to create internal rigidity. The pack effectively becomes a soft shell, relying on the contents to form a load-bearing shape.
While frameless designs excel under light loads, they exhibit several inherent limitations as load weight increases. Without a rigid frame, the pack’s ability to transfer weight to the hips is significantly reduced, placing greater load on the shoulders and upper back. The absence of a supportive internal structure also leads to deformation of the pack body under heavier or awkward loads, reducing load stability and increasing user fatigue over time.
Field observations consistently indicate that frameless packs perform optimally when carrying less than 15 pounds (approximately 7 kilograms). Beyond this threshold, users frequently report shoulder discomfort, poor weight distribution, and a lack of load control – particularly during dynamic movement, steep climbs, or uneven terrain. In technical environments, frameless packs may also compromise balance by allowing the load to shift or collapse unpredictably.
Frameless designs are further limited by their dependence on user packing skill to achieve structural performance. Poorly organized contents, underfilled packs, or irregularly shaped loads can undermine the stiffness needed to maintain shape and load transfer. This introduces a user burden: the pack’s structural integrity is conditional on the user’s ability to pack it properly.
From a durability standpoint, frameless packs often face higher stress concentrations at the shoulder strap anchors and hipbelt attachments because these interfaces must bear greater load without the load-distributing benefit of a rigid frame. This increases the risk of seam fatigue, fabric stretch, and failure at high-load attachment points over time.
To address these limitations, some ultralight pack designs incorporate minimalist structural elements – thin framesheets, flexible stays, or removable rods – that provide targeted load support without significantly increasing pack weight. These semi-rigid systems aim to improve load transfer while preserving the flexibility and low weight advantages of frameless designs.
Innovative framesheet integration systems go further by embedding load-bearing structure directly into the pack’s fabric layers or back panel. By using lightweight composite laminates, thermoformed polymers, or fused structural elements, designers can achieve localized stiffness in critical areas while maintaining overall flexibility and minimizing added weight. Materials such as laminated UHMWPE sheets or polymer composites allow designers to reinforce the pack where necessary without requiring a full internal frame.
Ultimately, the design of ultralight backpacks involves navigating a complex set of tradeoffs. Frameless packs provide unmatched weight savings and body-conforming simplicity but are constrained by inherent structural limitations at higher loads. Innovations in framesheet integration represent an effort to extend the load-carrying envelope of ultralight packs, blurring the boundary between soft-shell and framed designs through materials and construction methods that embed structure within the fabric itself.
V. Usability Considerations in Ultralight Backpack Design
While weight, structural integrity, and material durability are primary engineering drivers in ultralight backpack design, usability represents an equally critical axis of performance. Usability encompasses the practical experience of carrying, packing, accessing, and interacting with a pack across varied environments and use cases. Design decisions aimed at reducing weight often introduce compromises in features that directly affect usability, requiring careful evaluation of tradeoffs.
Frameless ultralight packs often prioritize simplicity and minimalism over organizational complexity. Many designs eliminate internal compartments, external pockets, zippers, and compression systems in favor of a streamlined main body and drawcord closure. This reductionist approach reduces potential failure points, simplifies construction, and lowers weight, but can limit functional versatility and convenience in the field.
For example, the absence of a top lid or external pocket system constrains options for segregating quick-access items like maps, snacks, or gloves. Similarly, roll-top closures, while effective at reducing water ingress and providing variable volume control, may reduce accessibility compared to traditional lid-and-buckle systems, particularly when frequent access to contents is required throughout the day.
Load stability also plays a role in usability. Without compression straps or rigid load transfer structures, frameless packs may shift or sag under partial loads, affecting balance and wearer confidence in technical terrain. The reliance on user packing skill to create internal structural stability introduces variability in performance; a poorly packed frameless pack may deform or collapse in ways that interfere with efficient movement.
Adjustability is another dimension of usability impacted by ultralight design constraints. Frameless packs frequently omit features such as load lifter straps, adjustable torso lengths, or multi-layer suspension systems in favor of fixed harness configurations. While this simplicity reduces mechanical complexity and weight, it limits fit adaptability across users and may reduce comfort under varying load conditions.
Material selection also influences usability in subtle but meaningful ways. Laminated fabrics such as Dyneema Composite Fabrics resist water absorption and provide excellent weather resistance, but can be noisier, stiffer, and less pliable than traditional woven fabrics. Stiffer laminates may resist conforming to irregularly shaped loads or user body contours, and may amplify crinkling or “plastic-like” handling characteristics in the field (especially in extreme cold). Conversely, woven UHMWPE face laminates offer greater tactile softness and flexibility at the expense of slightly higher weight.
Ultimately, usability in ultralight pack design cannot be decoupled from material and construction decisions. Every design element – whether an omitted pocket, a laminated fabric, or a bonded seam – represents a tradeoff between weight, function, and user interaction. As designers integrate novel materials and manufacturing methods, maintaining usability requires a systems-level approach that considers not just weight savings, but how the user experiences the pack in dynamic, real-world conditions.
VI. Pack Access Strategies and Cold-Weather Usability
Accessing the contents of a backpack may appear a simple interaction under ideal conditions, but in cold environments – where users may wear gloves or mittens and experience reduced fine motor dexterity – pack access becomes a critical element of overall usability and safety. The design of closures, zippers, buckles, and pocket configurations directly influences how easily and efficiently a user can retrieve gear, especially when time, mobility, and temperature management are at a premium.
Ultralight pack designs often prioritize minimalist closure systems to reduce weight and mechanical complexity. Common approaches include roll-top closures, cinch cords with cord locks, hook-and-loop tabs, or minimalist buckle systems. While effective at reducing weight and failure points, these systems may introduce challenges for users operating with impaired dexterity.
In cold environments, physiological responses such as vasoconstriction and reduced nerve conduction slow fine motor coordination, making small pulls, toggles, and cord locks more difficult to manipulate. Gloves and mittens further restrict tactile feedback and grip precision, amplifying the challenge of manipulating narrow webbing, low-profile buckles, or small zipper pulls.
Zipper-based access systems present their own challenges in cold environments. Ice accumulation, frozen sliders, and reduced mechanical advantage in stiff fabrics can compromise zipper function. Conversely, roll-top designs avoid these failure modes but introduce a different interaction challenge: multiple roll layers must be unrolled and re-rolled, often requiring bimanual operation and precise alignment to reseal effectively.
Hook-and-loop closures may offer ease of use without requiring precise finger control but are susceptible to contamination with snow, ice, or debris, reducing closure reliability over time. Minimalist G-hooks and tension hooks, while ultralight and mechanically simple, can be especially difficult to manipulate with gloves, as they rely on rotational alignment and insertion of narrow webbing slots.
In the context of ultralight pack design, these factors introduce a tradeoff between closure simplicity and cold-weather operability. Features that minimize weight and complexity under warm, dry conditions may impair functionality or safety when used in gloved alpine environments. The omission of top lids, external pockets, or zippered compartments reduces opportunities for segregated storage of essential items that need to remain accessible without unpacking the main body.
Designers addressing cold-weather usability may consider the integration of enlarged zipper pulls, glove-compatible buckles, oversized toggle systems, or redundant access pathways to mitigate dexterity constraints. Similarly, structural choices – such as the inclusion of stiffened closure flaps or tactile feedback zones – can improve access under low-dexterity conditions without significantly compromising weight.
Ultimately, pack access strategy in ultralight design must account not only for mechanical simplicity and material durability, but for the human factors introduced by environmental conditions and physiological limitations. The interaction between user, pack, and environment forms a complex design space in which usability is shaped as much by external constraints as by internal engineering.
VI. Case Study: The Arc’teryx Alpha SL 30
The Arc’teryx Alpha SL 30 offers a practical illustration of how recent advances in material science and manufacturing techniques are being applied in a commercial ultralight backpack design. By combining a molecularly bonded UHMWPE laminate with proprietary seam construction and integrated structural components, the Alpha SL 30 exemplifies the convergence of material and construction innovation into a unified design strategy. While this pack is tailored for alpine climbing objectives, its design reflects broader trends shaping ultralight pack engineering across categories.
In this case study, I describe the Alpha SL 30’s material, construction, and design characteristics within the context of the engineering tradeoffs inherent in ultralight pack design. While I’ve used the pack in the context of alpine climbing, fastpacking, and ultralight overnight backpacking, this is not an evaluative review. Instead, this discussion positions the Alpha SL 30 as a technical example of how material selection, manufacturing methods, and design priorities interact to address common challenges in weight reduction, durability, load carriage, and usability.

Material and Seam Construction
The Arc’teryx Alpha SL 30 provides a current example of the convergence of material and construction innovation in commercial ultralight pack production. The pack’s primary fabric, Aluula Graflyte, is a molecularly bonded UHMWPE laminate assembled using a proprietary fusion bonding process. According to Arc’teryx product documentation, this process joins fabric panels without stitching or traditional seam tape, eliminating perforations and adhesive layers at the seams.
Chris Hodgetts, Senior Director of Design at Arc’teryx, writes “The Aluula Graflyte fabric fuses ultralight, ultra-strong polymer films to create a single material with unrivaled tear strength … Using this material allowed us to develop an entirely new way of building the product. The intention with selecting [this fabric] was to create an ultralight composite material that could be bonded to itself reliably and durably with the same performance and dependability as the Alpha FL pack, but with significant weight savings.”
This fusion bonding technique offers several potential advantages. By removing the adhesive interface typical of laminated fabrics, the seam avoids one of the primary failure modes in adhesive laminates: delamination at the glue line. The absence of bulky binding tape and seam allowances further reduces weight and improves abrasion resistance by eliminating raised seam ridges that can catch on rock or ice.
However, this construction method introduces tradeoffs typical of molecularly bonded composites. The proprietary bonding process precludes conventional field repair methods; needle and thread, adhesive patches, and seam tapes are incompatible with the bonded interface. Arc’teryx addresses this limitation through its ReBIRD service platform, offering specialized repair services and providing proprietary patch kits for temporary field fixes. While these systems mitigate some repair challenges, they shift repairability from the user toward manufacturer-controlled solutions.
Load Carriage
The Alpha SL 30 integrates a thermoformed foam back panel within a minimalist alpine pack structure. This back panel serves as a semi-structural framesheet, bonded into the pack’s body fabric (specific bonding details for the back panel are not publicly disclosed). This integration allows the pack to achieve a balance between weight savings, less restricted mobility, and load-bearing support suitable for technical climbing applications.
Hodgetts says, “We leveraged the same construction in the original Alpha FL for the back panel as it offers great stiffness for load transferal at a very low weight, while still pliable enough to conform to the wearers’ back shape.”

By embedding the back panel into the pack’s construction, the design improves load transfer without the complexity, weight, or bulk of an internal frame. This approach reflects a broader trend in ultralight pack design: leveraging material and construction techniques to embed structural support directly into the pack body, blurring the distinction between fabric and frame. The result is a pack that retains the flexibility and low weight of frameless designs while modestly extending its load-carrying capacity for heavier climbing gear and alpine objectives.
The absence of a full suspension system or load-lifting hardware limits the Alpha SL 30’s load transfer to the shoulders under heavier loads. While the integrated back panel increases rigidity compared to frameless packs, it does not replicate the load-shifting benefits of a framed design with a functional hipbelt. As with other minimalist alpine packs, its optimal load-carrying range is constrained by this structural tradeoff. That said, the Alpha SL 30’s framesheet represents a functional advance in frameless pack load carriage, resisting structural collapse under heavy loads when the webbing hip belt is engaged. That structural collapse is mitigated because the framesheet is bonded to the face of the back panel fabric. This is a rare, and notable observation in the frameless pack genre.
To evaluate the effectiveness of the bonded framesheet/back panel fabric assembly of the Alpha SL 30, torso collapse was measured in response to increasing pack weights using protocols published previously, but adapted with modern instrumentation and test rigs. The Alpha SL 30 was compared to a similar pack from another manufacturer (the Control). Differences in the two packs are highlighted in the following table:
Table 3. Product comparison - load carriage testing.
| Alpha SL 30 | Control Pack | |
|---|---|---|
| Pack Body Fabric | Aluula Graflyte | Aluula Graflyte |
| Pack Volume | ~ 30 liters | ~ 30 liters |
| Empty Pack Weight (measured) | 15.5 ounces (440 g) | 19.0 ounces (540 g) |
| Structural Frame Elements | none | none |
| Framesheet | high density foam, bonded to back panel fabric | none |
| Load Lifters | none | none |
| Hip Belt | webbing, 1.5 inches wide | padded, 4 inches wide |
The following graph summarizes the results of torso collapse at pack weights of up to 37 pounds (17 kg).

As shown by the data, both packs respond similarly, with minimal torso collapse, up to a pack weight of about 18 pounds (8 kg). Beyond 24 pounds (11 kg), the Alpha SL 30 resists torso collapse materially better than the Control pack. By the time a pack weight of 37 pounds (17 kg) is reached, the Alpha SL 30 performs nearly 40% better than the Control pack. For users who routinely carry heavy, dense loads in small, frameless packs (e.g., technical alpine climbers), this increase in performance is worth noting.
Usability
In the context of technical climbing, the Alpha SL 30’s usability reflects a deliberate prioritization of weight savings and snag resistance over organizational complexity. The pack’s streamlined silhouette lacks a top lid, gear loops, and external pockets, reducing snag points on rock and minimizing potential abrasion zones.
The thermoformed back panel adds stiffness to the back surface, improving load stability while preserving close body contact for balance on steep or uneven terrain. However, the absence of external pockets or zippered compartments limits opportunities for segregated storage, requiring users to adopt an internal packing strategy that balances accessibility and stability.
When I asked Hodgetts about the pack’s minimalist aesthetic, he replied “The intention with the external minimalism of the Alpha SL 30 was for weight savings (without sacrificing durability) for athletes who are looking to travel farther, faster and more efficiently in the mountains. Despite the minimal appearance, the lash points are structural and offer a variety of options for external attachments, and we were able to sneak in a small external pocket.”
The pack’s clean exterior profile, aided by the elimination of binding tape and bulky seam allowances, improves abrasion resistance – a functional benefit in alpine climbing environments where packs are routinely dragged across rock, ice, and rough terrain. This usability advantage, however, comes at the cost of reduced flexibility for modular storage or field repair.
A common limitation in ultralight pack design is the reliance on small-format buckles and minimalist hardware to reduce weight and bulk. While these components achieve measurable gram savings, they often compromise usability, particularly under conditions of reduced dexterity such as gloved operation, cold-induced numbness, or fatigue. Tiny side-release buckles, low-profile tension hooks, and micro-sized hardware can be difficult to manipulate with insulated gloves or mittened hands, introducing delays or requiring glove removal in cold environments.
The Arc’teryx Alpha SL 30 addresses these usability constraints by incorporating hardware that can be operated with gloves or mittens, including levered ladder buckles and locking J-hooks that attach to stiffened cord loops for webbing strap attachments to the pack. These choices reflect a deliberate prioritization of alpine usability over absolute weight minimization, ensuring that the pack’s modular attachment and adjustment systems remain operable under technical and cold-weather conditions without sacrificing reliability or efficiency.

Closure and Cold-Weather Access
The Alpha SL 30’s closure system consists of a drawcord main compartment under an integrated lid cover. By eliminating zippers, the design reduces mechanical failure points that are common in freezing conditions – frozen sliders, ice-clogged coils, or moisture intrusion through zipper seams.
Normally, a drawcord closure introduces its own usability tradeoffs, particularly in cold environments. Manipulating a narrow cord lock or pulling a thin drawcord becomes increasingly difficult when wearing insulated gloves or expedition-weight mittens. While the closure remains operable with lighter gloves or bare hands, its dexterity demands under cold exposure may slow access or require glove removal, increasing risk of hand cooling in subfreezing conditions. The Arc’teryx Alpha SL 30 addresses this issue using an anchored cord lock, a closure grab loop, and more pliable drawcord tunnel fabric that makes it easy to operate with gloved or mittened hands without having to operate the cord lock with fingers.
This closure design reflects the recurring tradeoff in ultralight alpine packs: prioritizing mechanical simplicity, weight savings, and reduced failure modes over ease of access under dexterity constraints. For users operating in technical alpine environments, the closure system favors reliability under wet and frozen conditions, with the usability burden shifted toward pre-planning load access and minimizing mid-route pack interactions.
Interpreting the Arc’teryx Alpha SL 30 in the Context of Ultralight Pack Innovation
The integration of molecular-bonded laminates with proprietary seam fusion methods in the Arc’teryx Alpha SL 30 reflects a design trajectory that prioritizes material-process integration as a pathway to improving strength-to-weight ratios and reducing structural failure modes. By embedding both load-bearing and environmental-resistance functions directly into the material system, the Alpha SL 30 moves beyond traditional paradigms in which materials and construction methods are treated as separate design variables.
This approach signals a broader potential shift in ultralight pack design: one in which structural seams, load-bearing elements, and protective properties are consolidated into a single bonded material-construction interface. Such integration has clear engineering advantages – eliminating perforation-based failure points, reducing seam bulk and weight, and increasing peel strength at material joins. It also aligns with design objectives that prioritize durability without adding reinforcement materials or complexity to assembly.
However, this material-process integration introduces consequential tradeoffs. Proprietary bonding processes limit accessibility to third-party repairs, field modifications, and aftermarket customization. Repairability shifts away from user-executed solutions toward manufacturer-controlled platforms, such as Arc’teryx’s ReBIRD service program, raising questions about long-term maintenance logistics for end-users operating in remote environments.
Furthermore, the scalability of molecular bonding methods remains an open question. Specialized bonding equipment, strict processing requirements, and limited material supply chains may constrain adoption among smaller manufacturers or cottage industry producers who lack access to proprietary technologies. Without broader industry adoption or licensing, this type of construction may remain confined to premium product categories or specialized technical applications.
Finally, the long-term performance characteristics of molecular-bonded laminates in dynamic load-bearing environments have yet to be fully established through independent testing or published field studies. While early results and manufacturer-reported testing suggest promising durability, further research will be necessary to understand degradation pathways under UV exposure, cyclic flexing, abrasion, and chemical interaction over extended use cycles.
The Arc’teryx Alpha SL 30 thus functions not only as a product but as a case study in the implications of integrating material and construction innovation into ultralight pack engineering. Its design points toward a possible future in which fabrics and construction methods are inseparable, raising both technical opportunities and practical limitations for the next generation of ultralight backpacks.

The Arc'teryx Alpha SL 30 reflects modern advancements in ultralight pack materials and construction. Utilizing Aluula Graflyte, a UHMWPE-based composite material that fuses polymer films at the molecular level, the pack achieves high tear strength and durability while maintaining a minimal weight. Other unique features include a stiffened foam framesheet fused into the back panel for load-carrying stability and fused seams.
VII. Conclusion: Balancing Innovation with Practicality in Ultralight Pack Engineering
Material and manufacturing innovation remain central to the advancement of ultralight backpack design. The Arc’teryx Alpha SL 30 exemplifies this convergence, integrating novel materials and proprietary construction techniques to address longstanding challenges in strength-to-weight efficiency, seam durability, and structural simplicity.
As ultralight pack designers continue to experiment with molecular laminates, seam fusion technologies, and embedded structural elements, the field moves closer to achieving designs that reduce mechanical failure points and enhance performance under demanding conditions. At the same time, these innovations introduce important questions about repairability, accessibility, and the scalability of manufacturing processes beyond vertically integrated brands with proprietary supply chains.
Independent evaluation and long-term field testing will play an essential role in validating the performance claims of emerging materials and construction methods. Only through transparent, comparative data across different design approaches will the outdoor industry be able to assess the tradeoffs and practical implications of these innovations for end-users operating in diverse environments.
The Arc’teryx Alpha SL 30, as an instantiation of these technical advances, provides both a glimpse into future possibilities and a reminder of the inherent tensions between cutting-edge innovation and field-ready practicality. Balancing these priorities will continue to define the evolution of ultralight pack engineering in the years ahead.
VIII. References
Research results, performance data, and material specifications reported in this article were consolidated from the following sources. Documents [3] and [4] were provided to me by Arc’teryx.
- Aluula Composites Inc. (2023). ALUULA Graflyte Product Data Sheet. Aluula Composites. Retrieved from https://aluula.com/graflyte/
- Challenge Sailcloth. (2021). Ultra Collection Technical Specifications. Challenge Sailcloth. Retrieved from https://www.challengesailcloth.com/ultra-collection
- Arc’teryx Equipment Inc. (2025). Alpha SL 30 Backpack Product Education Handbook: Spring/Summer 2025 [Internal company document].
- Arc’teryx Equipment Inc. (2025). Press Release: Arc’teryx Launches New Ultralight, Ultra-Durable Climbing Pack. Retrieved from https://blog.arcteryx.com/news/arcteryx-announces-partnership-with-aluula-composites/
- DSM Dyneema. (n.d.). Dyneema Composite Fabrics Technical Data Sheets. DSM Dyneema. Retrieved from https://www.matweb.com/
- Ripstop By The Roll. (2024). Material Specifications for Robic Nylon Fabrics. Ripstop By The Roll. Retrieved from e.g., https://ripstopbytheroll.com/products/420d-robic
- ASTM International. (2017). ASTM D2261-13(2017): Standard Test Method for Tearing Strength of Fabrics by the Tongue (Single Rip) Procedure. ASTM International.
- ASTM International. (2019). ASTM D4966-12(2019): Standard Test Method for Abrasion Resistance of Textile Fabrics (Martindale Abrasion Tester Method). ASTM International.
- DSM Dyneema. (2016). Ultra-violet exposure of UHMWPE fiber from DSM Dyneema. Technical Bulletin.
- IUPAC Technical Report. (2020). Structure, processing and performance of ultra-high molecular weight polyethylene (UHMWPE).
- Chen, J., Li, X., Wang, Y., Zhang, L., & Zhou, M. (2024). Effect of Material and Structure of Ultra-High-Molecular-Weight Polyethylene Body Armor on Ballistic Limit Velocity: Numerical Simulation. Polymers, 16(21), Article 2985.
- Shim, V.P.W.; Guo, Y.B.; Tan, V.B.C. Response of Woven and Laminated High-Strength Fabric to Oblique Impact. Int. J. Impact Eng. 2012, 48, 87–97.
- Rockywoods Fabrics LLC. (2022). UltraGrid – 100% Recycled Nylon Grid Fabric with Double Ultra Ripstop. Retrieved from https://rockywoods.com/products/ultragrid
- Arc’teryx Equipment Inc. (2025). Alpha SL 30 Backpack Product Page. Arc’teryx. Retrieved from https://arcteryx.com/ca/en/shop/alpha-sl-30-backpack
Updates & Corrections Log
- 2025/05/10 09:00 AM MDT – Original article published.
Have feedback, a correction, or a fairness concern? Please see our editorial corrections policy.

Discussion
Become a member to post in the forums.
Companion forum thread to: Advances in Materials and Manufacturing in Ultralight Backpacks: A Technical Review and Case Study
A technical analysis of material and manufacturing innovations in ultralight backpack design, with a case study of the Arc’teryx Alpha SL 30. This report examines fusion bonding, molecularly bonded UHMWPE laminates, and the engineering tradeoffs shaping the next generation of ultralight packs.
Nice write up, Ryan.
In response to Section II of this article, I would appreciate it if you could say a few words about full woven Spectra, the trade name of a woven UHMWPE fabric that was used for packs by various makers including McHale, Kelty, and Cilo Gear. It doesn’t fit into the four categories of fabrics listed in this section. What were its advantages and disadvantages, and why did it disappear from pack manufacturing? (It wasn’t astronomically expensive when first being used).
Jon – Spectra exited the outdoor market because the demand for the outdoor fabrics they were making was so small. Their body armor and industrial fabric divisions were much larger.
Their fabric was indeed a woven UHMWPE with PU-based coatings (although they made uncoated fabrics that were used in some packs as well – but they suffered from poor water resistance and bias stretch).
Do you mean with molecular bonding good old High Frequency welding (which is also on the molecular level)?
I have not seen Aluula Graflyte. But I have used enough Challenge Ultra over the years to think it can only be an improvement.
A current 100% woven UHMWPE fabric available for traditional construction is the Technoforce Steel from Teijin. It is used by Yamatomichi for pockets only, as the coating is not water resistant enough for the pack body. I weighed a sample and found it lighter than Ultra 100X, which is quite remarkable
Interesting read.
Can you estimate the possible savings in weight of some current available packs, both unframed and framed?
E.g. wat would it do to the weight of the Seek Outside packs (not ultralight but just light).
Ryan,
Thanks. So it was a decision by the makers of Spectra to withdraw the fabric from the outdoor gear market. I never saw anybody mention that.
I have a couple of McHale packs in full woven Spectra. An 80L S-Sarc that is made with uncoated Spectra wets out from snow almost instantly, but even after about 25 years there’s no bias stretch in the fabric. Ditto for a 30L Windsauk, no bias stretch there, either.
In fact, those packs are both in excellent shape, with that “hiker trash” look that only undyed dirty white Spectra can confer, lolz!
Aluula is a completely different material. It works very well in my gravel bike pannier bags and I expect that it will become more common in packs. Thanks to BPL, we can know a little more about it.
Best,
Jon
Marc – good question – HF welding only works for polar molecular bonding (e.g., PU/TPU) – it won’t work on UHMWPE, which requires a nonpolar bonding chemistry, not possible with RF/HF.
“HF welding only works for polar molecular bonding (e.g., PU/TPU) – it won’t work on UHMWPE, which requires a nonpolar bonding chemistry, not possible with RF/HF.”
You kids with your own slang. I grok that these fabrics won’t work at either pole…and that they smell bad (pee yew). But I assume that for mid-latitudes, the uhm a binga bing bang whumpfa Pee eee kicks in and they’re fine.
however I haven’t actually read the article.
I like how Ryan is trying to keep the controll pack anonymous, although it’s clearly the Durston Wapta 30 in Size L with Hipbelt, Sternum strap and top strap (540g). After all, there aren’t many 30 L Aluula backpacks around yet.
Become a member to post in the forums.